В современном мире существует огромное число разных типов и масштабов
производств. Кроме тех, что обычно ассоциируются со словом «промышленность» (машиностроение, энергетика, металлургия), существуют и менее масштабные производства, в которых тоже есть процессы и аппараты, оборудование и системы управления. Пищевая промышленность характеризуется
особыми требованиями к работе оборудования, ведь это в буквальном смысле касается каждого из нас, так как надежность этого оборудования обеспечивает в том числе и безопасность выпускаемой продукции.
Проблема, о которой можно часто услышать в разговоре с представителями компаний — производителей продуктов питания и напитков, это «мы должны сфокусироваться на овладении основами до того, как начнем обсуждать продвинутые методы технического обслуживания!». И мы видим, что многие успешные программы начинаются не с внедрения средств диагностики, а с обеспечения основ построения программы управления техническим обслуживанием на основе лучших практик.
Одна из самых крупных областей для снижения затрат, повышения безотказности и готовности производства связана с насосами. И, конечно, неудивительно, что многие руководители технического обслуживания в пищевой отрасли считают, что они должны «правильно овладеть основами», когда дело касается спецификации и технического обслуживания насоса; как правило, специалистам по ТОиР не хватает времени даже на то, чтобы решать повседневные проблемы производства, не говоря уже о принятии новых стратегий технического обслуживания.
Был проведен анализ базы данных, содержащей разнообразные сведения за 15 лет: по продажам 5000 новых насосов и 13000 ремонтов и капитальных ремонтов насосов из 1400 компаний разных отраслей промышленности, не только пищевой.
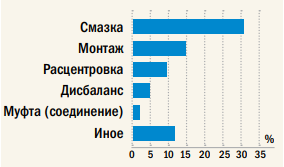
Основные пять причин отказов были определены на основе анализа примерно 4200 записей, где точные и надежные данные были сопоставлены с данными контроля состояния (см. рис. 1).

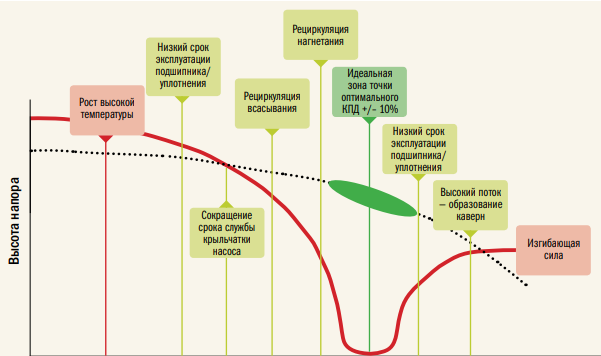
Аналогичным образом для получения пяти основных причин отказов были проанализированы более чем три млн показателей контроля состояния (см. рис. 2).
состояния
Эти данные подтверждают требование сфокусироваться на основных положениях, даже когда существуют эффективные программы контроля состояния, использующие такие методы, как анализ вибрации, термография, анализ масла и ультразвуковые исследования.
1. Спецификация
В то время как стандартизация и модернизация насосов очень важны на производстве, к сожалению, для большинства эксплуатантов оборудования в отрасли производства продуктов питания и напитков не существует решения «один размер подходит всем». Подбор правильного насоса является критическим, так как причина «неверная спецификация для применения» оказалась в первой пятерке причин неисправностей или отказов.
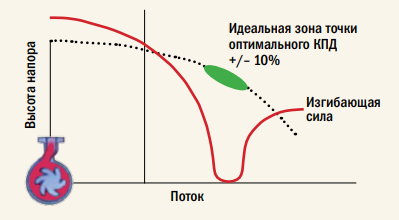
Существует множество способов подбора насоса для замены, включая бесплатные онлайн-инструменты, рекомендации производителей оригинального оборудования, поставщиков насосов и компаний, осуществляющих сервисное обслуживания. Самое важное — убедиться, что полученные вами рекомендации объективны и что проанализированы виды отказов в прошлом для гарантированной эксплуатации насоса в пределах его проектной точки оптимального КПД (см. рис. 3).
В индустрии производства пищевых продуктов и напитков обычно используются не уникальные насосы, а значит подбор подходящего насоса не так уж сложен.
Да, в первую очередь вы будете рассматривать такие параметры, как цена, ремонтопригодность, безотказность и техническая поддержка. Но, как можно видеть, просто выбор равноценного (аналогичного) или более дешевого похожего насоса является довольно рискованным шагом. Придерживайтесь качественных брендов и не поддавайтесь соблазну дешевого импорта. При разработке вариантов замены насоса сосредоточьтесь на эксплуатационных требованиях, а не на схожести: система производства может делать сейчас совсем не то, для чего она была спроектирована. Это может быть подходящим моментом для проверки других моделей и типов насосов, особенно когда процессы изменились и могут неблагоприятно влиять на техническое обслуживание и счета за электроэнергию, а также на производство. Технологии в области производства насосов также могли продвинуться вперед, так что будьте готовы к этому до начала поиска подходящей замены.
В таблице 1 приведены данные, которые вам необходимо предоставить поставщику для получения правильных рекомендаций:
поставщик, конечно же, поможет, однако лучше управлять возможными вариантами с самого начала. Насос, эффективно эксплуатируемый в постоянном режиме, может проработать больше, чем тот, что работает периодически, просто изза значительного воздействия, которое могут иметь пуски-остановы. Когда насос останавливается, сам продукт меняет свойства; с падением температуры растет вязкость, продукт может кристаллизоваться, твердые частицы оседать и т.д., каждый из этих факторов может способствовать повреждению уплотнений и насоса. Конечно же, существуют решения, включая обогрев с помощью рубашки или подогрев трубопроводов для воспроизведения условий 24-часовой работающей в горячем состоянии системы. Это только один пример, когда замена похожим не является лучшим подходом.
| Количество требуемых насосов | 1 |
| Количество требуемых насосов | |
| Ориентация насоса вертикальный / с односторонним всасыванием | С односторонним всасыванием |
| Производительность (м3 /ч, л/с, галлонов в минуту) | 51 м3/ч |
| Высота напора (м, футы) | 40 м |
| Жидкость | Соляной раствор (24% в весовом отношении CaCl) |
| Твердые компоненты | Отсутствуют |
| Температура жидкости (C) | Мин. – 150C. Макс. 700C (Расчет 1300C. Статистический расчет темп. 2000C) |
| Удельный вес (действующий) | 1250 кг/м3 |
| Вязкость (сантиПуаз стП, сантиСтокс — сСт) | 2 стП |
| Давление паров | 0,05 бар |
| Доступный кавитационный запас давления на входе (м, футы) | 21,7 м |
| Категория двигателя (температура поверхности – T1, T2, T3, T4) | T3 |
| Напряжение и количество фаз | 415V 3-фазный 2900 об/мин |
| Данные о предыдущем оборудовании могут помочь понять причины наших последних отказов, чтобы предотвратить повторение ошибок. | |
| Марка насоса (если это замена) | |
| Серийный номер (если известен) |
Таблица 1. Набор данных
2. Монтаж
На протяжении многих лет основное внимание уделялось снижению закупочной цены насосов, а также обслуживанию и ремонту замещающих насосов эксплуатантами. Но данные утверждают, что неверный монтаж является причиной 15—20% преждевременных отказов или неисправностей и что эта область должна привлекать не меньшее, если не большее внимание.
Дальнейший анализ показывает, что напряжение трубной обвязки, конструкция трубопроводов, перекос основания опор, расцентровка, дисбаланс, неверная калибровка и отсутствие защиты подшипников являются очень часто встречающимися факторами в области проблем безотказности, связанных с монтажом оборудования. Например, обвязка зачастую не рассматривается касательно эффективности или влияния на насос; 90-градусный изгиб, смонтированный непосредственно на всасывающий патрубок насоса, может вызвать нарушение баланса крыльчатки насоса и прогиб вала, что в свою очередь приведет к существенному сокращению средней наработки до отказа. При установке сужений трубопроводов не забывайте использовать эксцентрические переходы, установленные как «flat-top» (плоская поверхность наверху), что нередко игнорируется.
При монтаже насоса важно не забывать манометры на стороне всасывания и на стороне нагнетания; для минимальной начальной стоимости экономия при мониторинге или решении проблем может быть существенной.
Известный производитель кондитерских изделий с хорошим управлением техническим обслуживанием и квалифицированным персоналом увеличил среднюю наработку до отказа более чем на 15% в результате внедрения подхода точной технологии монтажа. Также было сокращено количество обращений в производственный отдел и отдел технического обслуживания.
Здесь может оказать существенную помощь выбранный производитель оригинального оборудования или поставщик услуг / системный интегратор.
Производители оригинального оборудования предоставляют бесплатное обучение, но только его недостаточно для этой важной области. Проанализируйте стандарты отдела монтажа (штатного или привлеченного со стороны), программы оценки/развития компетенций, стандарты монтажа и процессы проверки качества, чтобы быть уверенным в том, что:
- смонтированное оборудование всегда центрируется с помощью лазерного прибора;
- персонал является компетентным (обучение, квалификация и опыт работы соответствуют задаче);
- стандартные процедуры задокументированы и соблюдаются;
- контрольно-измерительные устройства, предохранительные кольца подшипников и другое вспомогательное оборудование рассматриваются в привязке к концепции выбора на основе требований FMECA (анализа видов, последствий и критичности отказов).
Эффективный контроль уплотнений и загрязнения
Зная, что можно сделать, чтобы повысить безотказность и избежать загрязнений, можно повлиять на статистику отказов. В упомянутом выше исследовании подчеркивается важность контроля герметичности и загрязнений. Так, компания Dairy Crest Severnside имела периодические проблемы, связанные с проникновением воды в градирнях, в результате чего наработка до отказа двигателей насосов была очень низкой (менее года). Анализ показал, что преждевременный отказ двигателей происходит по причине проникновения воды в корпуса подшипников. Это проникновение негативно влияет на смазку и вызывает отказ сначала подшипников, а в конечном счете и двигателя (см. рис. 4).

Дальнейшие исследования показали, что обычные масляные уплотнения (сальники) не могут справиться с жесткими условиями в градирнях; и даже не помогло то, что они были установлены вертикально. По этой причине сразу после нарушения целостности уплотнения привода в подшипники двигателя проникают вода и химические вещества, и последующий отказ насоса становится неизбежным.
Для защиты подшипников от дальнейших отказов, связанных с загрязнением, было рекомендовано применение предохранительных уплотнений лабиринтного типа (см. рис. 5). В результате прекратились отказы, связанные с загрязнением; ожидается, что теперь наработка на отказ составит около 5 лет. Производители оригинального оборудования и системные интеграторы не обязательно уделяют внимание контролю загрязнений, поэтому убедитесь, что этот фактор является частью спецификаций для новых насосов и для ремонтов там, где эта проблема известна. Первоначальная стоимость будет незначительной, но преимущества в плане готовности, безотказности и сокращения затрат будут существенными, так что целесообразно потратить на это немного времени.

лабиринтного типа
Техническое обслуживание
Такие проблемы, как расцентровка, перекос основания опор, напряжение трубной обвязки и т.д. могут попасть и в эту категорию, и категорию монтажа. Могут рассматриваться различные стратегии технического обслуживания: реактивная, плановая, диагностическая и проактивная (упреждающая) методологии (см. рис. 6).

Возможно, вы уже на пути к проактивному подходу к техническому обслуживанию оборудования, однако данные исследования многих компаний свидетельствуют о том, что именно отсутствие основ может привести вас в тупик. Даже если компании используют стратегии диагностического технического обслуживания, проблемы в области смазки, монтажа и расцентровки все еще являются причинами для беспокойства.
По статистике, смазка особенно важна для тех видов отказов, которые должны быть охвачены в рамках программы повышения безотказности насосов. Недостаточная смазка характерна не только для пищевой промышленности, но вот требования к пищевой безопасности уникальны. Таким образом, для многих компаний это может быть наиболее важной областью, на которой необходимо сосредоточиться в плане повышении безотказности и безопасности.
Процессы управления смазкой, компетенции и элементы управления должны анализироваться для выявления возможностей при хранении и обработке, контроле загрязнений, создании графиков, плана действий при разливе химических веществ, в компетенциях и обучении, управлении отходами и в конечном итоге — для управления производительностью. Внешние эксперты могут помочь в проведении анализа стандартов смазки, а в интернете можно найти очень много информации о стандартах лучших практик.
Например, можно провести работу по оценке уровня организации смазки по стандартам ICML (Международный совет по смазке оборудования). За последние пять лет безотказность оборудования значительно выросла; отказы подшипников, раньше бывшие обычным делом, сейчас очень редки; общая эффективность использования оборудования (OEE) выросла на 6,5% — как прямое следствие совершенствования технического обслуживания, в котором смазка улучшилась в большей степени.
Мониторинг
Принимая во внимание факт, что отказы насосов возникают в основном в результате старения оборудования, коррозии и плохой смазки, а производство требует изменений, контроль состояния и производительности является важным инструментом, позволяющим избегать внеплановых остановов и дорогостоящих ремонтов. При условии, что пункты 1—4 выше были рассмотрены надлежащим образом и внимание руководства может быть перемещено на диагностическое техническое обслуживание, необходимо рассмотреть такие методы, как анализ вибраций, анализ масла, термографию и ультразвуковые исследования. Но прежде чем вкладывать деньги в виброанализаторы, тепловизоры и тому подобное, очень важно понять вероятные виды отказов; проведение анализа видов, последствий и критичности отказов (FMECA) поможет вам согласовать стратегии технического обслуживания и контроля с наиболее вероятными видами отказов и их частотой. Далее это можно использовать в качестве основы для реализации управляемой программы контроля внутри организации или в качестве руководства для предоставления внешних услуг.
Выводы и заключения
Зачастую эксплуатанты оборудования считают, что им достаточно увеличить скорость насоса, для того чтобы получить от него больше. Мы же можем доказать, что уход от точки оптимального КПД — когда насос вынужден работать быстрее для увеличения высоты напора — может серьезно деформировать вал, прогиб которого может привести к преждевременному отказу подшипника и в чрезвычайных обстоятельствах даже к катастрофическому отказу насоса (см. рис. 7).
Хотя данная статья ориентирована на производителей продуктов питания, но приведенные рекомендации могут быть применены во всех отраслях промышленности. Подход, который объединяет в себе практики различных производителей, наилучшим образом влияет на готовность и безотказность оборудования при обеспечении программ управления техническим обслуживанием, ориентированных на безотказность, но ключевым является именно эффективное управление насосами, их выбор и монтаж!
Журнал Prostoev.NET № 1(10) 2017


