Балансировка (уравновешивание) – процесс определения значений и углов дисбалансов ротора и уменьшения их корректировкой масс или совмещением главной оси инерции ротора с осью вращения – выполняется на балансировочных станках или в собственных опорах.
Уравновешивание на балансировочных станках на специализированном оборудовании, подготовленным персоналом, при наличии необходимого инструмента и запаса времени, позволяет стабильно достигать высокой точности, соответствующей наименьшему значению остаточного удельного дисбаланса, которое может быть достигнуто на станке при балансировке контрольного ротора методом, определяемым инструкцией по эксплуатации. Уравновешивание в собственных опорах является заключительной регулировочной операцией монтажа или ремонта, требует высокой квалификации и слаженности работы с ремонтной службой. Иногда это единственная возможность снизить действующие нагрузки и продлить срок службы оборудования.
Целесообразность любой технологической операции определяется технической необходимостью и экономической эффективностью. Рассмотрению вопросов оценки эффективности балансировки роторов в собственных опорах на практических примерах уравновешивания роторов различных агрегатов посвящена настоящая статья. Это позволяет обосновать необходимость проведения данной операции в производственных условиях, поскольку теория уравновешивания известна [1-5], а практических примеров недостаточно [6-8].
Устранение ошибок ремонта
Пример 1. Уравновешивание ротора турбины турбовоздуходувки
Ремонт турбовоздуходувки с подачей 3250 м3 /мин с приводом от паровой турбины мощностью 12 МВт и частотой вращения 2500-3325 об/мин был проведен в плановом порядке и в полном объеме. Уравновешивание роторов было выполнено на балансировочном станке со значением остаточного дисбаланса на уровне допустимых значений. Это подтвердилось при пробном запуске турбины – виброскорость в частотном диапазоне 10-1000 Гц не превышала 1,0 мм/с.

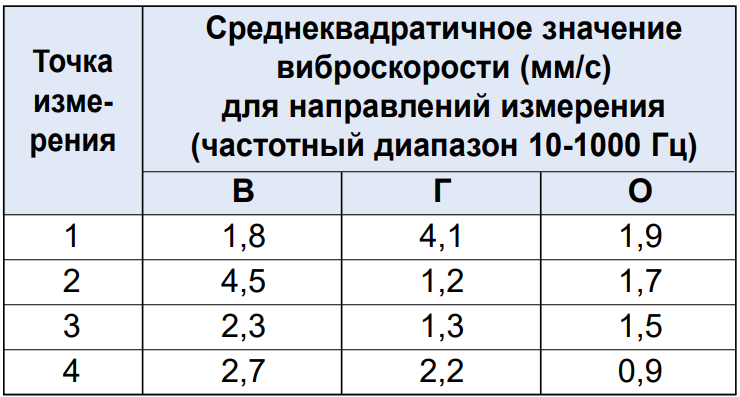
После сборки соединительной муфты и центровки валов проведен первый запуск на частоте вращения 3000 об/мин. Точки контроля и направления измерения показаны на рис. 1, результаты измерения виброскорости приведены в табл. 1.

При допустимом значении 4,5 мм/с [9, 10] с повышенной осевой вибрацией состояние определено как не допускающее длительную эксплуатацию. Анализ спектров и фазовых значений позволил установить причину – распарованная муфта, что не было учтено при составлении ремонтной ведомости. Принятое решение – райберовка отверстий, изготовление резьбовых соединений.
Правильность принятого решения была подтверждена результатами второго запуска (табл. 2).
Полученные результаты допускают длительную эксплуатацию, но начинать работу с повышенным значением виброскорости – означало увеличить риск внеплановой остановки и снизить время до следующего капитального ремонта. Недоступность плоскостей коррекции усложняла процесс расчета места установки компенсирующего груза. После уравновешивания в собственных опорах при установке пробного и компенсирующего груза на соединительной муфте получены результаты (табл. 3), позволившие начать длительную эксплуатацию агрегата.

Данное компромиссное решение было вынужденным. Установка компенсирующего груза mK = 0,32 кг на радиусе rК = 0,25 м при угловой скорости ω = 300 рад/с привела к появлению дополнительной силы:
РДОП=mK × rК × ω2 =0,32 × 0,25 × 3002 = 7200 Н
Эта сила позволила снизить вибрационные нагрузки и не привела к значительному увеличению нагрузки на вал.
Пример 2. Уравновешивание соединительной муфты турбовоздуходувки
Для привода турбовоздуходувки ТВ-80 1/6 (рис. 2) используется электродвигатель ВАО2-
450 мощностью 250 кВт с частотой вращения 2920 об/мин.

После проведенного ремонта двигатель установлен и закреплен на жестком основании. Измеренные значения виброскорости (0,7-1,4 мм/с) показали, что двигатель соответствует требованиям ГОСТ 20815-93 «Машины электрические вращающиеся. Механическая вибрация некоторых видов машин с высотой оси вращения 56 мм и выше. Измерение, оценка и допустимые значения» (до 2,8 мм/с). Установка полумуфты привела к увеличению осевой составляющей до 3,2 мм/с, радиальных составляющих до 1,4-2,9 мм/с. Дополнительных действий проведено не было.
В ходе пробного запуска после соединения двигателя с турбовоздуходувкой было отмечено увеличение значений виброскорости до 2,0-4,8 мм/с. Повышенная вибрация отмечалась только на двигателе. Обтяжка резьбовых соединений, центровка валов (до уровня 0,01-0,03 мм), повышение жесткости основания не привели к значительным изменениям в состоянии механизма. После усиления рамы значения виброскорости увеличились до 1,2-6,5 мм/с. Анализ этих событий по составляющим виброскорости подшипника двигателя со стороны муфты приведен на рис. 3.
: 1 – отремонтированного двигателя; 2 – двигателя с установленной полумуфтой; 3 – в сборе с турбовоздуходувкой; 4 – после центровки; 5 – после усиления рамы; 6 – после балансировки")
Уравновешивание полумуфты на месте установки привело к снижению виброскорости до 1,1-2,3 мм/с. Компенсирующий груз массой 0,1 кг устранил погрешности изготовления и монтажа. В данном случае балансировка была заключительной операцией перед запуском турбовоздуходувки в длительную эксплуатацию.
Относительно небольшая сила привела к эффективному снижению вибрации: компенсирующий груз mK = 0,1 кг, установленный на радиусе rК = 0,3 м при угловой скорости ω = 292 рад/с приводит к появлению центробежной силы:
РДОП = mK × rК × ω2 =0,1 × 0,3 × 2922 =2558 Н
Следует указать на большой объем анализируемой информации не только по значениям вибрации, но и по результатам визуального осмотра. Проводились проверки «мягкой лапы», снимались контурные диаграммы вибрации, проводился фазочастотный анализ и др. Комплекс работ позволил выявить скрытые дефекты, снизить вибрацию и повысить ресурс турбовоздуходувки.
Снижение вибрации после балансировки, особенно мощных агрегатов, явно ощущается субъективными методами – тактильным, визуальным, по колебаниям уровня воды и др. Однако при этом остаются неизвестными последствия уравновешивания, что требует проведения дополнительных измерений и расчетов.
Увеличение долговечности подшипниковых узлов
Обычно дисбаланс рабочего колеса приводит к росту радиальной и осевой нагрузки на подшипник. После балансировки уровень вибрации опор может снижаться до 10-12 раз. Увеличение срока службы подшипника рассчитывается исходя из снижения нагрузки на узел с учетом массы и места установки компенсирующего груза при заданной частоте вращения.
Пример 3. Вентилятор одностороннего всасывания ВЦ-32
При одностороннем всасывании у вентилятора в рабочей линии (рис. 4а) появляется осевая сила, направленная в сторону всасывающей полости. Это приводит к снижению долговечности двухрядных роликовых сферических подшипников из-за работы одного ряда роликов (рис. 4б). Снижение срока службы в этом случае можно учесть, введя в формулу для расчета долговечности подшипника коэффициент снижения динамической грузоподъемности, КН:
LН = a1 x a2 x a3 (1000/(60 x N)) x (CДИН/(КН x F))p
 и следы неравномерного износа наружного кольца подшипника (б)")
Максимальное снижение долговечности при работе одной беговой дорожки в двухрядном роликоподшипнике (при КН = 2,0) составит 23,3 = 9,8 раза.
Пример 4. Вентилятор ДН-13
Установка компенсирующего груза массой 0,95 кг на радиусе 0,6 м на рабочее колесо (массой 900 кг) вентилятора ДН-13 позволила снизить виброскорость с 16,2 мм/с до 3,8 мм/с. Подшипники 3516 вала вентилятора имеют динамическую грузоподъемность 102 кН. Частота вращения 960 мин-1.
При консольном расположении рабочего органа (рабочего колеса) практически вся нагрузка приходится на подшипник, ближайший к ротору. Расчетная долговечность составит:
LH = a1 × a2 × a3 × [106 × (Cдин/Р)р/60×n]= =1,0 × 1,0 × 1,0 × [106 × (102/9)3,3/60 × 960]=52354 часа.
Это соответствует почти 6 годам непрерывной работы.
Снижение срока службы подшипника при постоянной вибрации 16,2 мм/с:
LH = a1 × a2 × a3 × [106 × (Cдин/Р + Pдоп)р/60×n]= =1,0 × 1,0 × 1,0 × [106 × (102/14,2)3,3/60 × 960]=11625 часа.
Это составляет примерно 1,3 года непрерывной работы, то есть более чем в 4,5 раза меньше.
Снижение потребляемой мощности
Дополнительные силы, действующие на подшипниковые опоры, приводят к повышению момента сопротивления вращению вала и к повышению потребляемой электроэнергии. Возможна нелинейная зависимость между действующей силой и коэффициентом трения. Это предположение требует проведения исследований для определения соответствующих зависимостей.
В промышленных условиях проведены исследования по снижению потребляемой мощности двигателем вентилятора Д-6 в результате уравновешивания ротора.
 и после балансировки (б)")
Опыт 1
Данные до балансировки: вибрация – В = 9,4 мм/с, О = 5,0 мм/с; ток по фазам (среднее значение) – 3,90 А.
Данные после балансировки: вибрация – В = 2,2 мм/с, О = 1,8 мм/с; ток по фазам (среднее значение) – 3,73 А.
Снижение параметров вибрации: В – в 4,27 раза; О – в 2,78 раза.
Снижение токовых значений: (3,9-3,73)×100%/3,73=4,56%.
Опыт 2
Вибрация до балансировки: В = 17,0 мм/с, Г = 15,3 мм/с, О = 2,1 мм/с.
Вибрация после балансировки: В = 2,8 мм/с, Г = 2,9 мм/с, О = 1,2 мм/с.
Снижение параметров вибрации: В – в 6,1 раза; Г – в 5,3 раза; О – в 1,8 раза.
Снижение энергетических показателей: потребленная мощность – (0,69-0,65)×100%/0,65=6,15%;
максимальная мощность – (2,96-2,82)×100%/2,82=4,96%;
минимальная мощность – (2,49-2,43)×100%/2,43=2,47%;
средняя мощность – (2,74-2,59)/2,59×100%=5,79%.
Аналогичные результаты были получены в производственных условиях при балансировке вентилятора ВДН-12 нагревательной трехзонной методической печи.
Потребление электроэнергии за 30 минут составило – 33,00 кВт, после балансировки – 30,24 кВт. Снижение потребляемой электроэнергии в данном случае составило (33,00-30,24)×100%/30,24=9,13%.
Виброскорость до балансировки – 10,5 мм/с, после балансировки – 4,5 мм/с. Снижение виброскорости – в 2,3 раза.
Предположим, что вентилятор, приводимый двигателем мощностью 100 кВт, работает 250 дней в году по 20 часов в сутки при повышенной вибрации. За год за вибрацию механизма, исходя из стоимости 3,0 руб./кВт, предприятие заплатит 75 000 руб. Это уже может считаться обоснованием необходимости проведения работ по уравновешиванию ротора. Кроме того, эксплуатация с повышенной вибрацией приведет к необходимости раннего ремонта, что добавит расходы на разборку, сборку и запасные части.
Пример 5. Вентилятор ДН-26
При балансировке вентилятора ДН-26 установлен факт увеличения частоты вращения электродвигателя АОД-630-8У1 после установки корректирующих грузов и снижения виброскорости на подшипниковых опорах.
До балансировки: виброскорость на подшипниковой опоре: В – 4,4 мм/с; Г – 2,9 мм/с; частота вращения – 745 об/мин.
После балансировки: виброскорость на подшипниковой опоре: В – 2,1 мм/с; Г – 1,1 мм/с; частота вращения – 747 об/мин.
Это незначительно, но увеличивает производительность вентилятора, с одновременным улучшением технического состояния.
Пример 6. Двигатели вентиляторов
По однотипным двигателям вентиляторов, работающих на номинальной частоте 2980 об/мин, но с различными значениями вибрации, получена зависимость, показанная на рис. 6.

Пример 7. Двигатель SB 250.2/4 гильотины порезки листового проката
На валу двигателя SB 250.2/4, который используется для привода гильотины при порезке листового проката, установлен ременной шкив.
Технические характеристики двигателя:
синхронная частота вращения – nC = 1500 об/мин; номинальная мощность – 40 кВт;
номинальный момент – МН = 261,6 Н/м;
номинальная частота вращения – nН = 1460 об/мин (угловая скорость – 152,9 рад/с);
МП/МН – 1,3; напряжение – 380 В; КПД – 0,95;
cosφ = 0,88.
При балансировке шкива отмечено увеличение частоты вращения электродвигателя после установки корректирующего груза mk = 0,14 кг на радиусе rk = 0,165 м и снижение виброскорости подшипниковых опор:
до балансировки – 4,5 мм/с, на оборотной частоте n1 = 1495 об/мин; после балансировки – 0,6 мм/с, на оборотной частоте n2 = 1498,5 об/мин.
Расчет снижения потребления электроэнергии (вариант 1).
Ток холостого хода до балансировки – 50 А; после балансировки – 46 А.
Снижение потребления электроэнергии:
Р1=√3 x U1 x I1 x cosφ = √3.380 x 4 x 0,88 = = 2316 Вт ≈ 2,3кВт,
где I1 = 50-46 = 4 A – снижение силы тока.
При работе в одну смену в течение 250 суток (один календарный год) при стоимости электроэнергии 3,0 руб./кВт это составит:
С1 = Р1 x 8 x 250 x 3,0 = 2,3 x 8 x 250 x 3,0 = 13800 руб.
Увеличение срока службы подшипника.
Дополнительно снижение вибрации привело к снижению нагрузки на подшипник:
F = CН x L/L1 = 540 x 1,6/1,2 = 720 Н,
где CН = mk x rk x ω2 = 0,14 x 0,165 x 152,92 = 540 Н – неуравновешенная сила; L – расстояние между свободным подшипником и шкивом, L = 1,6 м;
L1 – расстояние между подшипниками двигателя, L1 = 1,2 м.
При установке подшипника 313, имеющего динамическую грузоподъемность СД = 56700 Н, и номинальной нагрузке 5000 Н расчетная долговечность составит:
LН = a1 x a2 x a3 x (1000000 / (60 x n)) x (СД / P)p = 1,0 x 1,0 x 1,0 x (10000 / (60 x 1460)) x (56700 / 5000)3= 16647 часов.
Срок службы подшипника при постоянной вибрации 4,5 мм/с:
LН = a1 x a2 x a3 x (1000000 / (60 x n)) x (СД / (P + F))p = 1,0 x 1,0 x 1,0 x (10000 / (60 x 1460)) x (56700 / (5000 + 720))3= 16647 часов.
Отмечаем снижение срока службы на 16647-11119=5528 часов или на 33%.
Расчет снижения потребления электроэнергии (вариант 2).
Исходя из механической характеристики двигателя, балансировка шкива позволила уменьшить крутящий момент холостого хода на:
ΔМ = (n2 – n1) x МН /(nС – nН ) = (1498,5 –1495) x 261,6/(1500 – 1460) = = 22,89 Н.м.
Снижение необходимой мощности:
P2 = ΔМ x π x (n1 x n2 )/60 = 22,89 x π x (1495 + 1498,5)/60 = 3586 Вт ≈ 3,6 кВт.
При работе в одну смену в течение 250 суток (один календарный год) при стоимости электроэнергии 3,0 руб./кВт это составит:
С2 = Р2 x 8 x 250 x 0,5 = 3,6 x 8 x 250 x 3,0 = 21600 руб.
Таким образом, исследование результатов виброналадочных работ по балансировке роторов в собственных опорах посредством проведенных расчетов доказывает их необходимость и экономическую эффективность в рамках монтажа и дальнейшей эксплуатации оборудования.
В частности, на основании расчетов установлено:
- Уравновешивание роторов вентиляторов приводит к снижению потребляемой электроэнергии на 4-6%, что существенно, исходя из условия длительной эксплуатации оборудования.
- Основными причинами снижения потребляемой электроэнергии являются уменьшение паразитных нагрузок и снижение момента сопротивления в подшипниковых опорах, а также уменьшение вибрационных нагрузок на элементы механизма.
- Для получения зависимостей снижения потребления электроэнергии для различного оборудования необходимо проведение дополнительных исследований.
Список литературы
- Основы балансировочной техники. Том 1, 2 / Под ред. В.А. Щепетильникова. – М.: Машиностроение, 1975.
- Рунов Б.Т. Уравновешивание турбоагрегатов на электростанциях. – М.-Л.: Госэнергоиздат, 1963. – 224 с.
- Справочник по балансировке / Под общ. ред. М.Е. Левита. – М.: Машиностроение, 1992. – 464 с.
- Руководство по ревизии и наладке главных вентиляторных установок шахт / А.С. Гофман и др. – М.: Недра, 1981. – 336 с.
- Гольдин А.С. Вибрация роторных машин / 2-е изд. исправл. – М.: Машиностроение, 2000. – 344 с.
- Безразборная динамическая балансировка роторов металлургических машин / В.Я. Седуш, Г.В. Сопилкин, В.А. Сидоров и др. // Металлургическая и горнорудная промышленность. − 1990. − № 2. − С. 48-50.
- Сидоров В.А., Цыба С.А. Последствия несвоевременной балансировки // Вибрация машин: измерение, снижение, защита. – 2011. – № 4 (27). – С. 56-60.
- Сидоров В.А., Гичун Н.В. Некоторые аспекты практического уравновешивания жестких роторов
в собственных опорах // Контроль. Диагностика. – 2021. – Т. 24, № 10. – С. 48-57. - ГОСТ ИСО 10816-1-97. Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях.
- ГОСТ-25364-97. Агрегаты паротурбинные стационарные. Нормы вибрации опор валопроводов и общие требования к проведению измерений.
Журнал Prostoev.NET № 1(30) 2022
В.Н. РУЧКО, Донецкий металлургический завод




