В современном мире идет ожесточенная конкурентная борьба между производителями в погоне за извлечением прибыли. Предприятия принимают различные меры по повышению эффективности производства и снижению издержек.
Для капиталоемких предприятий существенную долю повышения эффективности выпуска продукции занимает снижение затрат на ТОиР.
Для менее капиталоемких — эффект может быть достигнут за счет снижения затрат на простои технологического оборудования или уменьшение процента брака, связанного с нарушениями в работе оборудования.
В свою очередь снижению затрат на ТОиР способствует повышение надежности. При этом следует различать надежность, которая заложена конструкторами и изготовителями оборудования, и надежность, которую обеспечивает эксплуатационный персонал.
Одним из инструментов повышения надежности при эксплуатации является точная центровка, выверка оборудования после любых операций, которые могут нарушить соосность узлов.
В свою очередь снижению затрат на ТОиР способствует повышение надежности. При этом следует различать надежность, которая заложена конструкторами и изготовителями оборудования, и надежность, которую обеспечивает эксплуатационный персонал.
Одним из инструментов повышения надежности при эксплуатации является точная центровка, выверка оборудования после любых операций, которые могут нарушить соосность узлов.
- Расходы на исполнителя ремонтов;
- Расходы на запасные части;
- Расходы на ГСМ;
- Расходы на электроэнергию;
- Расходы, связанные со снижением качества продукции из-за расцентровки;
- Расходы, связанные с простоем оборудования.
1. Расходы на исполнителя ремонтов
Эти расходы связаны с оплатой труда исполнителям ремонтов и являются одной из затратных статей бюджета ТОиР.
2. Расходы на запасные части
Разумеется, при неточной центровке в работе оборудования возникают вибрации, происходит повышенное трение, нагрев в подшипниках, полумуфтах и других деталях. Срок их службы сокращается (20% повышение нагрузки на подшипник снижает его ресурс на 50%!), что приводит к незапланированным простоям и понижению запасов склада запасных частей. Соответственно, на пополнение склада приходится тратить дополнительные средства.
3. Расходы на ГСМ
Они связаны с утечками смазочных материалов через уплотнения (манжеты, кольца, лабиринты и т.д.) при несоответствующей центровке. При планировании закупок масла всегда учитывается определенный процент на доливку. Соответственно, тратятся дополнительные деньги.
Есть известный факт, что капающий водопроводный кран приводит к потерям 200 л воды в сутки. Капающее уплотнение может привести к точно таким потерям. 200 л бочка масла — это совершенно конкретная потеря.
4. Расходы на электроэнергию
При неточной центровке оборудования расходы на электроэнергию могут вырасти на 8% в год на один агрегат. Причина в том, что при неточной центровке возникают дополнительные силы трения, которые противодействуют вращению вала, и чтобы противодействовать силам трения, электродвигателю необходимо затрачивать дополнительную энергию.
Ощутить серьезность затрат можно, посчитав энергопотребление агрегата до и после точной центровки. А представляете, каковы эти затраты в масштабах всего предприятия, да еще и за год?
5. Расходы из-за снижения качества
На некотором оборудовании появление вибраций на агрегате, связанных с расцентровкой, негативно влияет на качество выпускаемой продукции: например, излишние вибрации бумагоделательной машины вызывают неоднородность поверхности, морщины и пр.
6. Расходы из-за простоя оборудования
Самыми заметными являются расходы, связанные с простоем оборудования. Мало того, что теряется прибыль от выпуска продукции, но некоторые простои могут привести к человеческим жертвам, техногенным и экологическим катастрофам.
Также на предприятие может быть наложен штраф или применены другие санкции за невыпуск продукции.
Основные виды центровки валов
Давайте рассмотрим, какие же методы центровки существуют. Самый простой и самый неточный метод — это центровка валов с помощью линейки, щупов и конусных калибров.
Метод подходит для центровки не ответственного, малооборотистого оборудования, оборудования с невысокой точностью изготовления и оборудования, где применяются гибкие муфты, допускающие большое смещение. Невозможно применение при дефектах поверхности фланцев полумуфт.
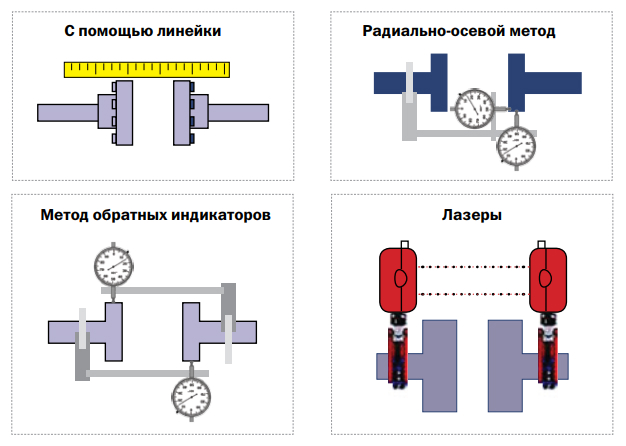
Плюсы этого метода — низкая стоимость и простота использования.
Часто встречается радиально-осевой метод с помощью стрелочных индикаторов часового типа. Важно помнить, что прогиб выносных элементов (штанги) ограничивает расстояние применимости этой технологии. Также прогиб штанги влияет на точность измерений.
Конструкция муфтового соединения иногда препятствует доступу к плоскости фланца, и в этом случае необходимо сочетать его с другими методами, например, щупами.
Процесс корректировки становится многоэтапным, сначала исключающим параллелизм, а затем концентричность. Поскольку существуют горизонтальные и вертикальные составляющие для каждого компонента, в действительности получится четыре этапа, каждый из которых, если потребуется, может быть повторен.
Чтобы оценить результат перемещения, необходимо повторное измерение. Осевые перемещения вала напрямую влияют на результат измерений.
Из плюсов метода можно отметить довольно высокую точность и возможность применения в ограниченных пространствах.
Одним из самых точных методов центровки является метод обратных индикаторов.
Главным преимуществом этого метода является то, что он дает сразу информацию о смещении и об угловом положении валов и обеспечивает простой расчет и графическое построение положения валов при центровке и корректировке.
Увеличение расстояния между измерительными точками увеличивает точность определения углового положения валов. Хотя для индикаторов часового типа практического значения это не имеет, так как требуется ввод компенсационных значений прогиба.
И наконец, метод центровки с помощью лазерных систем, где вместо стальных стержней с часовыми индикаторами используются лазерные лучи и электронные детекторы.
Одно из главных преимуществ лазерного луча — то, что нет потери точности измерений, вызванной прогибом выносных штанг. Все лазерные системы включают в себя лазерные излучатели, приемники и электронный блок, который производит расчеты центровки. Точность центровки достигает 0,001 мм.
Лазерная центровка валов как один из инструментов повышения надежности
Совсем недавно центровка валов традиционными методами вызывала ужас у рядовых механиков, ведь такая кропотливая работа требовала немало времени и терпения. Однако прогресс не стоит на месте, и уже появились лазерные технологии центровки валов. Лазерные центровщики на рынке представлены десятком различных фирм, включая и российских производителей. Цены варьируются от 130 тыс. до 1,1 млн рублей.
Столь широкий разброс цен обоснован тем, что производители снабжают свои приборы различными дополнительными функциями, сопутствующими основной центровке: например, такими, как определение «мягкой лапы» (проверка плотности прилегания опор к основанию), встроенный инклинометр, встроенная таблица допусков на случай, если вы не знаете свои допуски, формирование отчета в электронном виде, который при сдаче в эксплуатацию можно запротоколировать, предустановленные шаблоны сочетания машин и пр.
Также одно устройство может совмещать в себе целый ряд нескольких устройств, если дополнительно приобрести необходимое оборудование.
Например, блок центровщика может быть одновременно и устройством для выверки шкивов, контроля геометрии машин и виброметром.

У данных систем широкие возможности по центровке валов различной конфигурации: горизонтальные валы, вертикальные валы, машины с креплением агрегатов фланцами, возможность центровки последовательно соединенных валов (валопровод), карданных валов.
Интересными функциями являются центровка несоединенных валов и непроворачиваемых валов, а также центровка полумуфт с проставками. Условия бывают различными, и «топовые» версии аппаратов решают практически все поставленные задачи.
Да, кстати, про условия. Окружающие условия эксплуатации и конструктивные особенности могут вносить погрешности в измерения.
Но и здесь производители ставят себе задачи по решению данных проблем, и некоторые из них уже решены.

Аппараты снабжаются различными функциями корректировок и учета, такими как, например, учет температурного расширения до запуска агрегата в работу и после прогрева, учет всплытия вала для подшипников скольжения, но апогеем этих возможностей является фильтр влияния внешней среды, учитывающий различные факторы, которые могут повлиять на точность центровки (вибрации соседних машин и механизмов, горячие потоки воздуха в помещении, запыленность и пр.).
Процесс центровки происходит максимально просто, а пошаговый гид сделает все так, чтобы не допустить ошибочного ввода данных оператором.
Для начала работы нужно смонтировать на валы лазерные блоки с помощью монтажных цепей.
В стандартной комплектации центровщик можно использовать обычно с диаметром вала до 300 мм. Если есть потребность в больших диаметрах, то приобретаются дополнительные цепи; если фланец полумуфты перекрывает лазерный блок, то на этот случай также приобретаются дополнительные штативы для удлинения стандартных.
Далее необходимо указать расстояния между лапами электродвигателя, от лапы, ближней к полумуфте, до центра зазора между полумуфтами, расстояние между центром зазора между полумуфтами и лазерным блоком со стороны электродвигателя и собственно расстояние между двумя лазерными блоками, закрепленными на валах.
Остается указать допуски самостоятельно или с помощью стандартной предустановленной таблицы допусков.
Необходимо провести измерения в 3 точках: на положениях вала «9 часов», «12 часов» и «3 часа». Также есть функция часового замера, когда вал проворачивается без остановки.



для лазерных центровщиков
Главным преимуществом лазерных центровщиков в сравнении с механическими индикаторами стрелочного типа является то, что прибор автоматически показывает, под какую лапу и какой толщины подложить калибровочные пластины, в какую сторону сдвинуть электродвигатель или агрегат — смотря что мы взяли за базу, и моменты затяжки болтов. Калибровочные пластины приобретаются отдельно, они изготовлены из нержавеющей стали для исключения их коррозии.
Ниже приведена сравнительная таблица лазерных центровщиков от разных производителей.
Выбор центровщика зависит от целей, окружающих условий, конфигураций валов.
Почти у всех центровщиков степень защиты по IP65-67, допускающая падение с небольшой высоты, водопыленепроницаемость. Существуют центровщики и во взрывобезопасном исполнении.
Сравнение приборов центровки
Технологии лазерной центровки стали все чаще стали применяться на российских предприятиях, ведь выгоды от разовых вложений в инструмент можно получать в течение длительного времени.
Однако распространение таких систем все равно остается на низком уровне — по причине экономии или же просто незнания об их существовании.
На наш взгляд, эти технологии должны использоваться наряду с такими привычными инструментами, как штангенциркуль, микрометр и пр., и только тогда можно говорить об эффективном использовании производственных активов.
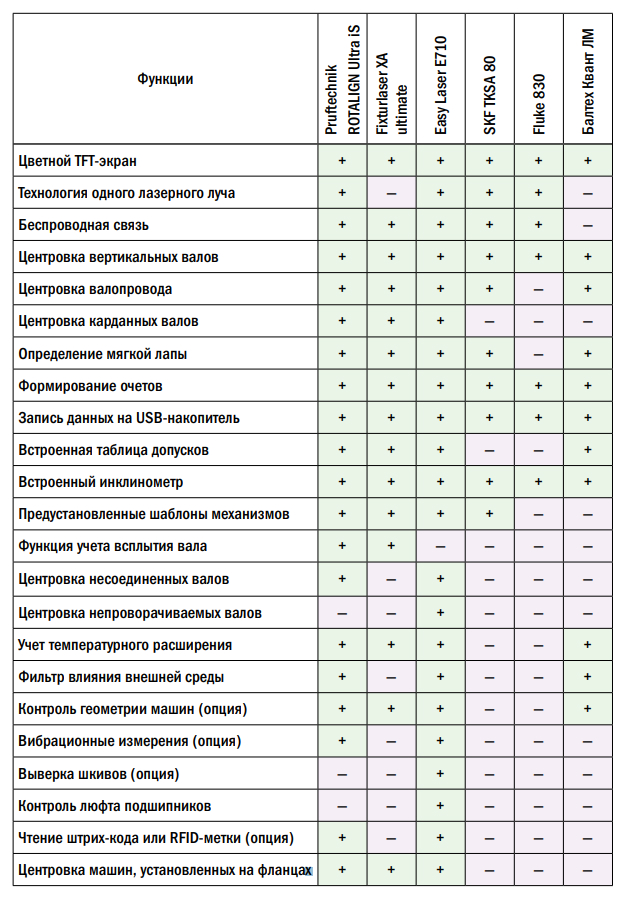
Из сравнительной таблицы видно, что предоставленные центровщики могут решать широкий спектр задач, и выбор стоит осуществлять под конкретные задачи и под конкретный класс точности изготовления оборудования.
Для производств с преимущественно российским парком хорошо подойдет инструмент от «Балтех». Если же на предприятии имеется высокоточное прецизионное оборудование иностранного производства, то отлично подойдут Pruftechnik ROTALIGN Ultra iS, Easy Laser E710, Fixturlaser XA ultimate. В общем, решения есть, далее слово за руководством эксплуатирующих предприятий.
Журнал Prostoev.NET № 3(4) 2015
Денис Аюшеев, консультант ООО «Простоев.НЕТ»


