Рассмотрен опыт разработки и внедрения стандарта расследований внеплановых и аварийных остановок, приведших к ненаработке или недовыпуску продукции, а также системных поломок. В ходе расследований выявляются корневые причины возникновения поломок, разрабатываются организационные и технические мероприятия по недопущению подобных случаев.
ООО «Сервисный центр «Металлург» основано в 2003 году, входит в состав предприятий компании «РУСАЛ» — одного из лидеров мирового алюминиевого рынка, и является генеральным подрядчиком ООО «НГЗ». Главная задача — обеспечение работоспособности технологического и энергетического оборудования ООО «НГЗ», а также его реконструкция и модернизация. В 2006 году «Сервисный центр» стал первым ремонтным предприятием в Украине, успешно сертифицированным на соответствие требованиям международного стандарта ISO 9001.
Николаевский глиноземный завод построен в 1980 году совместно с известными фирмами «Алюминиум Пешине» (Франция), «Лурги» (Германия) и рядом других.
Завод был спроектирован и построен для производства 1 млн тонн в год глинозема из импортных гвинейских бокситов. Решение о строительстве завода было определено распоряжением Совмина СССР от 19 октября 1972 года. Официальной датой начала строительства считается 6 ноября 1974 года.
Реализация проекта завода осуществлялась по исходным данным и проектным разработкам генерального проектировщика — ОАО «ВАМИ» при техническом содействии фирмы «Алюминиум Пешине» (Франция). Завод ввели в эксплуатацию в четыре очереди по 250 тыс. тонн в год в период с 1980 по 1982 годы.
Начиная с 2004 года, поэтапно выполняется главное инвестиционное обязательство инвестора «Алюминий Украины» перед государством — вывод предприятия на мощность 1,7 млн тонн глинозема в год.
НГЗ является крупнейшим в Европе производителем глинозема. В общем объеме продукции отрасли цветной металлургии Украины его доля составляет свыше 20%. В структуре промышленной продукции Николаева на глиноземный завод приходится почти 40%.
В октябре 2004 года система экологического менеджмента предприятия признана соответствующей международному стандарту EN ISO 14001-1996. По результатам аудита в 2005 году предприятием получен сертификат на соответствие требованиям EN ISO 14001 в новой версии 2004 года (знаменательно, что НГЗ стал первым промышленным предприятием Николаевщины, природоохранная деятельность которого соответствует требованиям стандартов мирового уровня).
В марте 2002 года система управления качеством продукции НГЗ была сертифицирована на соответствие требованиям международного стандарта ISO 9001-2000. В ноябре 2005 году в результате состоявшегося надзорного оценочного аудита система менеджмента качества НГЗ прошла рейтинговую оценку IQRS и признана соответствующей модели L4.
С мая 2011 года СЦМ (СЦ «Металлург») перешел на новую оргструктуру. В рамках предприятия организованы две основные дирекции: дирекция по ремонтам и ремонтно-механическая база.
В дирекцию по ремонтам входят цеха, которые занимаются обслуживанием оборудования и ремонтом технологического и энергетического оборудования. В ремонтно-механическую базу входят цеха, изготавливающие запасные части для проведения ремонтов.
Управление производством осуществляется дирекцией по производству, в состав которой входят те подразделения, которые отвечают за обеспечение выпуска продукции и управления производственным процессом. Дирекция по производству ООО «НГЗ» является основным структурным подразделением НГЗ.
Общее руководство дирекцией по производству осуществляется директором по производству, который подчиняется непосредственно генеральному директору. В качестве оптимальной и перспективной системы управления для дирекции по производству НГЗ была выбрана горизонтально интегрированная структура производственных подразделений, включающая в себя управляющий инженерный корпус, построенный по принципу команды, производственные смены, работающие под руководством бригадира, дневную бригаду, необходимую для выполнения основных технологических переключений и работ повышенной сложности и опасности. Инженерная команда производственного подразделения административно подчинена директору по производству. Кроме этого, в составе дирекции предусматривается два отдела для общей организации производственного процесса с непосредственным подчинением директору по производству.
Взаимодействие с эксплуатационным персоналом
1. Внедрение системы обслуживания
оборудования
В рамках внедрения системы ТОиР открыт проект в СЦМ «Обслуживание оборудования». Выбран пилотный участок для внедрения новых методов и подходов по обслуживанию оборудования как со стороны обслуживающего, так и эксплуатационного персонала.
2. Разработка стандарта технического обслуживания основного технологического оборудования участков для эксплуатационного персонала
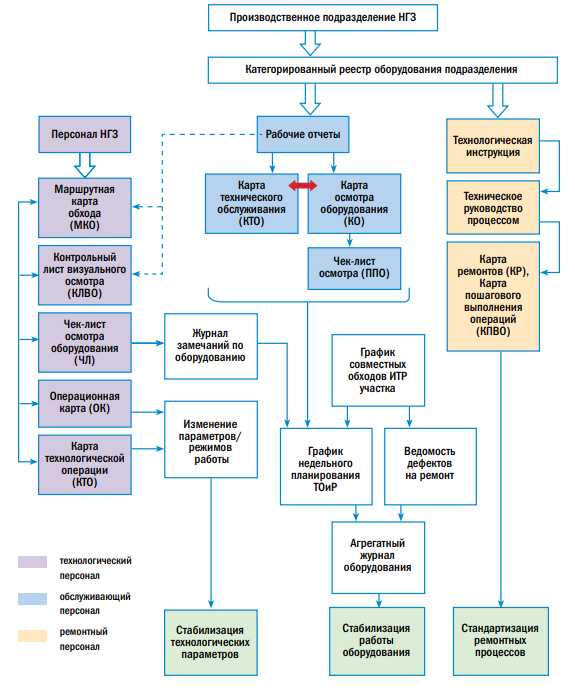
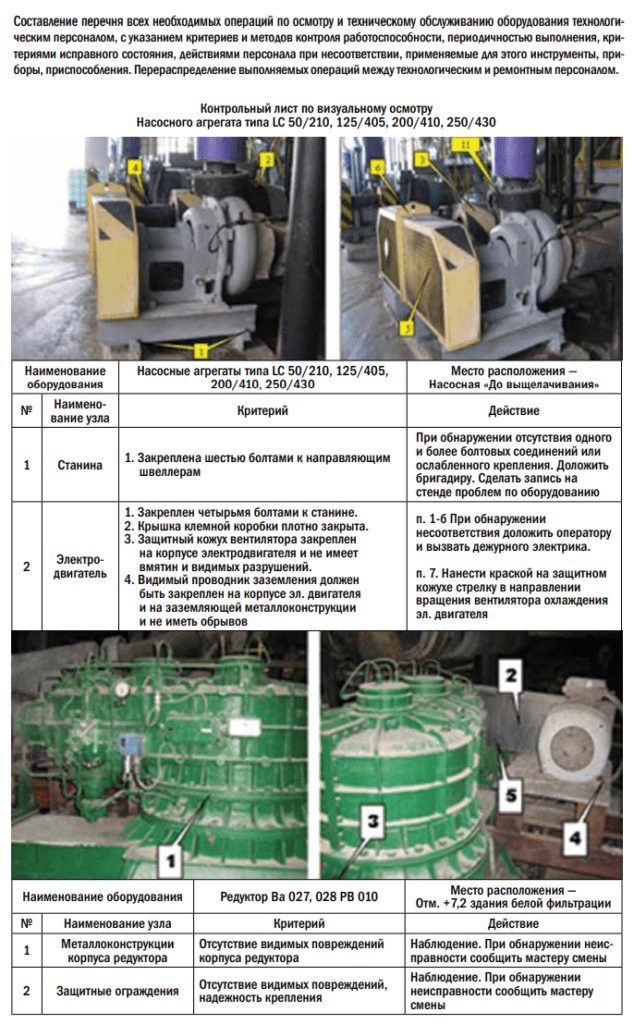
В рамках внедрения системы ТОиР на единицу оборудования создан стандарт технического обслуживания, в котором указан перечень всех необходимых операций по осмотру и техническому обслуживанию оборудования технологическим персоналом, с указанием критериев и методов контроля работоспособности, периодичностью выполнения, критериями исправного состояния, действиями персонала при несоответствии, применяемые для этого инструменты, приборы, приспособления.
Основным инструментом, используемым для повышения качества эксплуатации оборудования, является стандартизация. Стандартизируя процесс, вы закрепляете лучший способ его выполнения в качестве нормы. Это средство определить процесс и сделать так, чтобы все понимали его единообразно; гарантировать, что данный процесс каждый раз будет выполняться одним и тем же образом. Благодаря наличию четких норм процесса люди знают, что делают свою работу правильно. Эти нормы создают основу для непрерывного улучшения: ведь чтобы усовершенствовать процесс, нужно сначала его описать и понять, так же, как чтобы добраться до места назначения, надо прежде всего знать, где вы находитесь. Зафиксировать лучший из имеющихся сегодня методов работы необходимо и для того, чтобы не допустить возврата к старым привычкам.
На что направлен процесс стандартизации? В конечном итоге — зачастую на оптимизацию временных затрат на выполнение каждой операции. Оптимизация — это не всегда сокращение, т.к. соблюдение требований безопасности никто не исключал. Оптимизировать техоперацию — в НГЗ это значит, что она будет выполнена быстро, качественно и безопасно! Весь пакет техдокументации проходит через специалистов по охране труда. Операционные карты (или карты пошагового выполнения операций) содержат раздел «Ключевые моменты безопасности» и разделы «Обязательные и дополнительные СИЗ». По этим документам работники проходят первичное и повторное обучение с заданной периодичностью.
После разработки и внедрения вышеперечисленных инструментов на основании анализа с их помощью были разработаны и разрабатываются далее мероприятия и документы по стабилизации показателей работы переделов основного производства.
Это:
- технические руководства процессом (ТРП);
- операционные карты технологических операций;
- контрольные листы визуального осмотра оборудования;
- карты технологических операций (управление технологическими параметрами, управление удельными расходами ТЭР и т.д.).
Размещение документов для работы с ними осуществляется в операторской и непосредственно на оборудовании. Обучение персонала проводится инженером согласно разрабатываемым графикам обучения и проверки знаний.
Подходы и принципы годового и месячного планирования
Годовое планирование
Основанием для составления годового графика ТОиР являются:
- данные о состоянии оборудования, накопленные в процессе его эксплуатации и отраженные в агрегатных журналах;
- рекомендации заводов-изготовителей оборудования и фирмы-изготовителя оборудования;
- фактическое техническое состояние оборудования;
- действующие нормы обслуживания оборудования;
- требования инструкций, правил, других нормативных документов.

Годовой график ТОиР технологического оборудования разрабатывается подразделениями СЦМ, обслуживающими оборудование НГЗ. Годовой график формируется с учетом следующих принципов в зависимости от категории оборудования:
- Основное оборудование — график ТОиР формируется с указанием дат (месяцев) планируемых ТР. Даты проведения ТО указываются только на оборудование с жесткой привязкой по срокам проведения, утверждаемых отдельными графиками ремонтов (выпарные батареи, печи кальцинации). По остальному основному оборудованию даты (месяцы) проведения ТО не указываются, но с указанием оборудования, которому планируется провести ТО в планируемом году.
- Вспомогательное и второстепенное оборудование — график ТОиР формируется без указания дат (месяцев) проведения ТР и ТО.
- Капитальные ремонты в годовых графиках указывать только в случае финансирования из БИЗ (раздел 1Ж).
Месячное планирование
Месячный график ТОиР технологического оборудования составляется на основании годового графика ТОиР подразделениями СЦМ, обслуживающими оборудование НГЗ. При составлении месячного графика уточняются даты выполнения ТР, ТО, ППО, их продолжительность. ТР, ранее перенесенные на планируемый месяц согласно актам технического состояния, включаются в месячный график ТОиР.
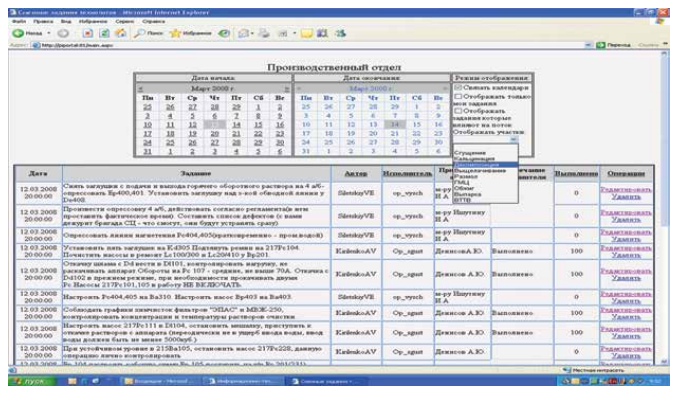
График формируется с учетом следующих принципов в зависимости от категории оборудования:
- Основное оборудование и ГПМ — график ТОиР формируется на базе перечня всего оборудования с указанием дат (дней) планируемых ТР и ППО (для ГПМ). Даты проведения ТО указываются только на оборудование с жесткой привязкой по срокам проведения, утверждаемых отдельными графиками ремонтов (выпарные батареи, печи кальцинации). По остальному основному оборудованию даты (дни) проведения ТО не указываются.
- Вспомогательное и второстепенное оборудование — график ТОиР формируется на базе перечня всего оборудования без указания дат (дней) проведения ТР, ТО, ППО, но с указанием оборудования, которому планируется провести ТР, ТО, ППО в планируемом месяце.
- При невозможности вывода основного оборудования в ремонт или ТО по инициативе НГЗ либо СЦМ и переносе срока на следующий месяц составляются акты технического состояния. На вспомогательное, второстепенное оборудование акты технического состояния (о переносе) не составляются.
Внедрение недельного планирования:
- Категорирование оборудования
Составить перечень всего оборудования участка и провести категорирование всего оборудования эталонного участка по категориям: основное, вспомогательное, второстепенное.
Основное оборудование — оборудование, отказ в работе которого непосредственно влияет на показатели потока и качества выпускаемой продукции.Вспомогательное оборудование — оборудование, которое содействует процессу производства, имеет резерв. Отказ в работе оказывает несущественное влияние на показатели потока и качества.
Второстепенное оборудование — оборудование, отказ в работе которого не влияет на технологический процесс участка.
2. Подходы обслуживания в зависимости от категории оборудования
К каждой категории применить систему обслуживания: основное оборудование — планирование работ по наработке, вспомогательное оборудование — планирование работ по техническому состоянию, второстепенное оборудование — работа на отказ.
3. Принципы недельного планирования
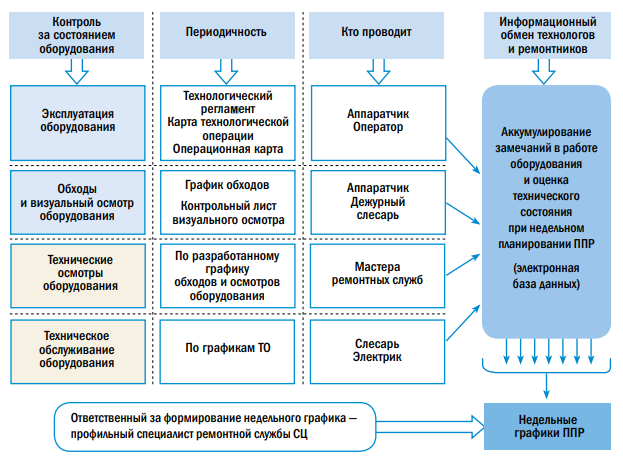
Недельный график ТОиР технологического оборудования составляется подразделениями СЦМ, обслуживающими оборудование НГЗ, на основании плана работ на месяц. При формировании графиков ТОиР нужно учитывать переносы ТР, ТО, фактическое техническое состояние оборудования (журналы замечаний, электронные журналы фиксации выявленных дефектов в работе оборудования, технические осмотры, ППО и т.д.), заявки подразделений, участков при выполнении совместных работ.
При формировании недельного графика цеха обслуживания СЦМ, с согласованием со стороны НГЗ более трех участков, допускается согласование в электронном виде.
График формируется с учетом следующих принципов в зависимости от категории оборудования:
- Для основного, вспомогательного, второстепенного оборудования график ТОиР формируется с указанием конкретных дат (дней) проведения ТР и ТО.
- В недельном графике ТОиР уточняются даты выполнения ТР, ТО, их продолжительность.
- ТР, ТО, ранее перенесенные на планируемую неделю, включаются в недельный график ТОиР.
- При переносе ТР, ТО отметка факта выполнения не делается, в примечании указывается неделя, на которую планируется перенос.
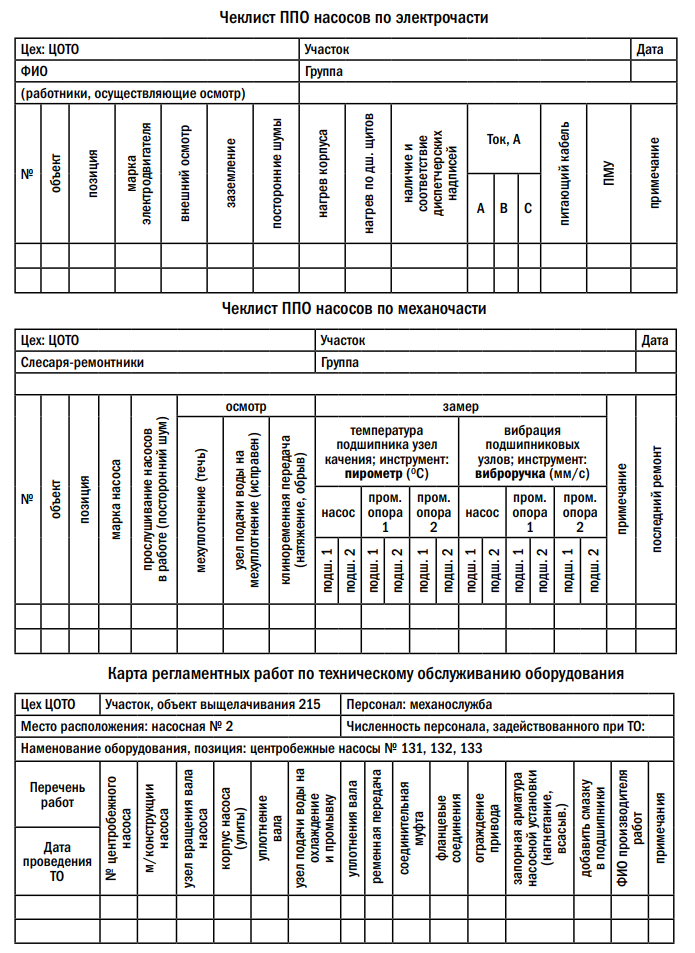
4. Внедрение планово-предупредительных обходов со стороны сервисной организации
Внедрение ППО повышает качество планирования работ по ТОиР для оборудования, которое обслуживается по тех. состоянию, для недопущения серьезных поломок и своевременного вывода оборудования в ремонт. Инструменты, применяемые при ППО:
• виброручка;
• пирометр.
Пример внедрения ППО по механической части
- Механик участка ежегодно составляет график проведения ППО оборудования на основании данных по критичности оборудования. Согласовывает его с начальником производственного участка.
- Маршрут проведения ППО определяется механиком участка. Оборудование, задействованное в ППО, записывается в строках чек-листа согласно порядку обхода, что и определяет маршрут.
- ППО проводятся назначенными и обученными работниками.
- Механик в начале смены выдает задание работникам, осуществляющим обход согласно утвержденного графика и маршрута.
- Все данные осмотра насосного оборудования заносятся в чек-лист визуального осмотра насосов. Заполнение чек-листа производится согласно «Правил заполнения чек-листа визуального осмотра насосов».
- Производимые замеры осуществляются согласно «Правил применения виброручки» и «Правил применения пирометра».
- После обхода заполненный контрольный лист передается механику участка для устранения выявленных замечаний и планирования технического обслуживания.
- Заполненные чек-листы хранятся у механика участка не более 1 месяца.

аварийных простоев основного технологического
оборудования
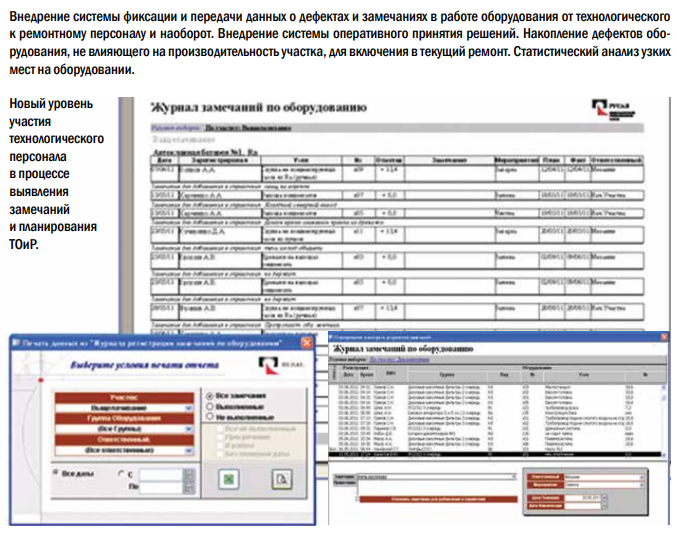
5. Накопление замечаний для проведения текущего ремонта технологического оборудования
Определен порядок фиксации и передачи информации о выявленных замечаниях (отклонениях) в работе оборудования ремонтному персоналу. Информация о неисправностях (описания проблем) максимально структурирована в виде электронного журнала замечаний на платформе баз данных Access. Примеры ведения электронного журнала замечаний: не использовать в описании неисправности определения типа «не работает» или «произошла поломка». Использовать определения, например, «обнаружена протечка» или «повышенный шум в подшипнике», что облегчит дальнейшую идентификацию и устранение проблемы.
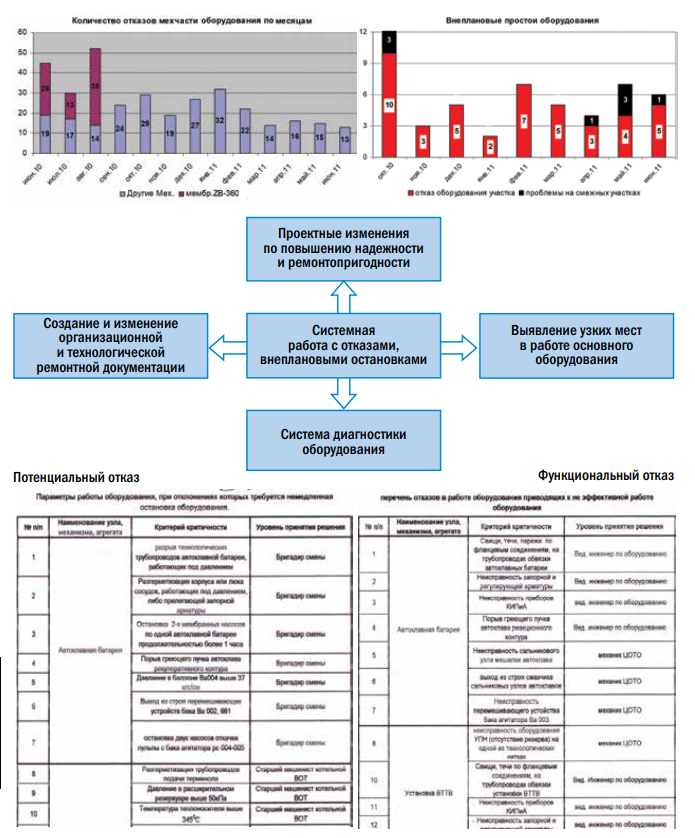
6. Работа с внеплановыми и аварийными остановками основного технологического оборудования
Влияние внеплановых работ на результаты недельного планирования. В рамках формирования недельного графика ТОиР разработана система учета дополнительных и внеплановых работ.
Определение параметров работы оборудования, при отклонениях которых требуется немедленная остановка оборудования. Определить параметры работы оборудования, при которых технологический персонал имеет право немедленной остановки оборудования без согласования своих действий с руководством подразделения и персоналом сервисной службы.
Разработка системы учета простоев оборудования. С целью учета простоев оборудования разработать журнал простоев оборудования с фиксацией причин простоев по каждой единице оборудовании. Для типовых неисправностей ввести классификатор простоев, что упростит дальнейший анализ.
Организация регистрации и расследований внеплановых остановок технологического оборудования. Основными задачами расследования и анализа некатегорийных аварий и отказов на оборудовании являются:
- своевременное выявление обстоятельств, коренных причин некатегорийных аварий и отказов;
- принятие мер по устранению причин аварий и отказов;
- разработка мероприятий по предупреждению подобных аварий и отказов;
- учет и анализ аварий и отказов.
Результатом внедрения системы обслуживания оборудования является:
- своевременное доведение до каждого работника необходимости внедрения данной системы;
- обеспечение рабочих мест документацией (процедурами, картами и т.д.), а также предметами труда (материалами, инструментом и т.п.);
- постоянное поддержание на рабочем месте строгого порядка и чистоты;
- своевременный и квалифицированный надзор обслуживающим персоналом за состоянием оборудования;
- своевременная передача технологическим персоналом замечаний по работе оборудования.
В итоге разработан и введен в действие стандарт по проведению расследований внеплановых и аварийных остановок, приведших к ненаработке или недовыпуску продукции, а также системных поломок. В ходе расследований выявляются корневые причины возникновения поломок, разрабатываются организационные и технические мероприятия по недопущению подобных случаев.
Введение практики превентивных ремонтов позволило увеличить межремонтный период между капитальными ремонтами (по а/б практически в 2 раза), производить набор статистики по поломкам для более качественной подготовки к ремонтам, а также значительно улучшить показатели работы оборудования с точки зрения его эффективности (температура по батареям). Увеличение объемов гидромеханической чистки позволило сократить время проведения механической чистки а/б с 21 суток в 2007 году до 17 суток в 2009 году, практически исключено механическое воздействие инструментом на оборудование, что позволяет значительно продлить срок его службы (пучки автоклавов), а также значительно улучшить условия труда работников участка ЧТО.
Разработка и введение в действие регламентов пуска оборудования позволили сократить время пуска автоклавной батареи на 20% (с 40 ч в 2007 году до 30—32 ч в 2009 году), время подготовки и запуска шаровых мельниц — с 48 до 36 часов.
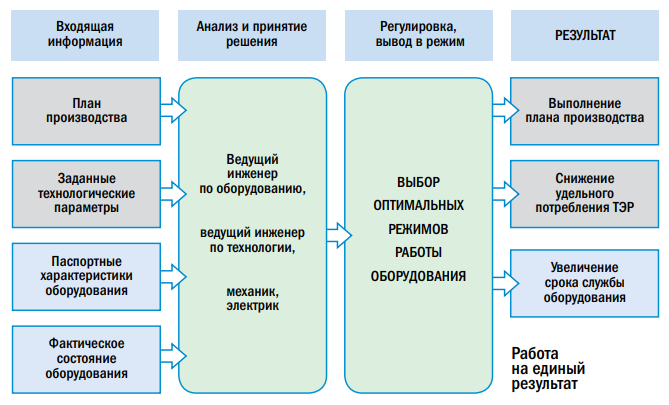
Календарные графики ремонтов и чисток основного технологического оборудования позволяют наиболее корректно планировать как наработку и производство продукции, так и проведение ремонтов, распределение ресурсов.
В информационно-технологической системе производства НГЗ создана программа «Сменные задания технологам». Все технологические задания, выдаваемые ранее или устно или письменно в журналах распоряжений на участках, в настоящее время заносятся в программу. Доступ к ней имеет как исполнитель, так и руководители, участвующие в процессе управления производством. Программа прошла промышленные испытания и с февраля 2008 году введена в постоянное использование.
Журнал Prostoev.NET № 2(11) 2017
Автор: Шапотюк А.А., Липатов О.Л.
Главная страница » Журнал "Простоев.НЕТ" »


