Методы вибродиагностики позволяют, не дожидаясь отказа станка, выявить зарождающиеся дефекты и принять меры, для того чтобы станок продолжил свою службу.
Методы планового предупредительного ремонта не всегда поддерживаются на предприятиях, сейчас чаще предпочитают выводить станки в ремонт по факту, то есть когда уже терпеть нельзя. Но методы вибродиагностики позволяют, не дожидаясь отказа станка, когда на нем уже работать нельзя, выявить зарождающиеся дефекты и принять меры, для того чтобы станок поддержать еще какое-то время в нормальном состоянии, провести какой-то мелкий ремонт с меньшими расходами, чтобы станок продолжил свою службу. Также методы диагностики полезны, когда вы только собираетесь приобрести станок. Потому что зачастую бывает так, что станок еще делает хорошие детали, но в нем уже дефект проявляется, его просто не видно на самой детали, но по мере дальнейшей работы он будет развиваться.
Нередко бывает, что заводы делают станок, продают в дальние края, а потом оттуда приходит рекламация: что-то вышло из строя по вашей вине, по вине изготовителя, и поэтому требуем выезда на место представителей завода для производства ремонтных работ — за свой счет, естественно.
Проблема в том, что методы диагностики плохо развиты на наших заводах, и зачастую, выпуская оборудование, заводы не сильно углубляются в его реальное состояние. А потом возникают многочисленные споры: кто виноват, почему оборудование слишком рано вышло из строя?
На Западе виброакустические методы диагностики широко рекламируются и используются, специальный персонал регулярно, по графику, ходит и проверяет состояние станка с помощью приборов. Данные записываются в журнал, можно видеть динамику развития дефекта на станке и, соответственно, принять вовремя решение о его выводе в ремонт или проведении какого-то дополнительного технического обслуживания. Я считаю, что и в нашей стране надо популяризировать эти методы и стараться их использовать на предприятиях.
В настоящее время уже имеется широкое предложение средств диагностики на рынке. Если раньше это была такая экзотика, то сейчас и наши предприятия изготавливают эти средства, и очень много предложений различных иностранных фирм. Причем есть и дешевые варианты, есть и дорогие варианты, но купить нет проблем.
Важный момент — это простота установки датчиков на станке, то есть можно на работающий в цеху станок подойти, поставить датчик либо на магните, либо с помощью щупа и, соответственно, провести соответствующие тестовые испытания. Более того, сейчас многие фирмы, правда, западные, выпускают сложные станочные узлы, заранее внедряя туда уже аппаратуру, термометр: например, фирма, делающая моторы шпинделей для станков, заранее встраивает в этот шпинделевый узел датчик температуры и датчик вибрации, т.е. те самые сенсорные элементы, которые позволяют оценивать текущее состояние этого узла. Высокая чувствительность методов вибродиагностики позволяет чувствовать зарождающийся дефект. Я уже говорил, что еще эти дефекты не проявляются по факту на качестве поверхности, которая обрабатывается, но они уже работают, уже начинают разрушать поверхность элементов взаимодействующих контактных пар.
Возможна и стационарная установка датчиков для мониторинга состояния важнейших узлов станка. Когда речь идет о безлюдной технологии, когда оборудование должно работать в течение длительного времени без присутствия оператора, эти вопросы становятся очень актуальными, потому что любая поломка даже незначительного элемента на станке ведет к тому, что могут быть серьезные аварии, которые приведут к длительному простою оборудования.
Основные преимущества методов ВА-диагностики:
- широкое предложение средств ВА-диагностики на рынке;
- простота установки датчиков на станке;
- высокая чувствительность методов ВА-диагностики, позволяющая выявлять зарождающиеся дефекты;
- возможность стационарной установки датчиков для мониторинга состояния важнейших узлов станка;
- возможность решать дополнительные задачи, возникающие в конкретных обстоятельствах (например, адаптация режимов обработки к переменной ситуации в зоне резания, контроль износа и поломок режущего инструмента при резании).
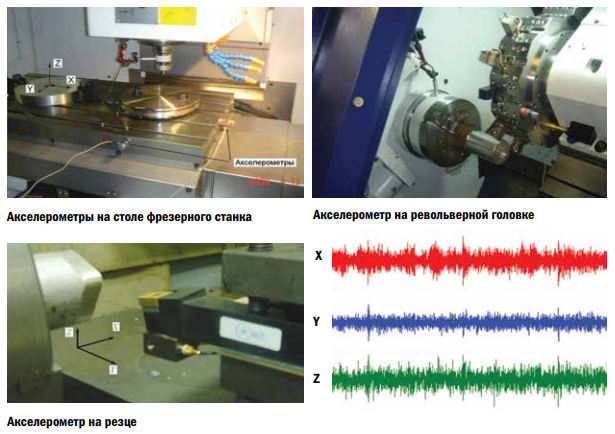
На рис. 1 показан пример установки датчиков вибрации, которые называются акселерометрами, на фрезерный станок. На рис. 1 (акселерометр на резце) показан токарный станок, где датчик вибрации установлен на инструментальном узле, с тем чтобы контролировать процесс резания. Здесь трехкомпонентный датчик вибрации, который стоит на режущем инструменте, чтобы снять перемещение вершины резца в трехмерном пространстве, и пример сигнала, который снимается по трем направлениям.
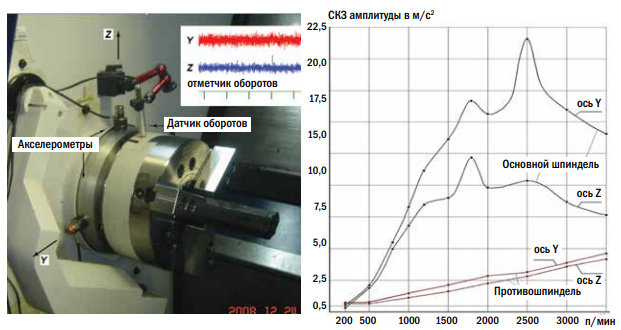
Я уже говорил о том, что виброакустика позволяет выявлять зарождающиеся дефекты, в данном случае на правом графике показано изменение вибросигнала, амплитуда вибросигнала по мере увеличения оборотов на новом станке. Новый токарный станок имеет два шпинделя.
На рис. 2 — это графики для шпинделя и противошпинделя по осям y z, снятые с одного шпинделя по двум координатам. Видно, что он нарастает более-менее плавно, по мере увеличения оборотов. И другой шпиндель, где по мере увеличения оборотов амплитуда идет такими темпами, что явно говорит о том, что со шпинделем не совсем хорошо.
Самым чувствительным местом в работе металлорежущих станков, сердцем станка является шпиндельный узел. По мере развития станкостроения к нему предъявляются все более и более высокие требования.
А в шпиндельном узле важнейшие элементы — это подшипники. Выход подшипника из строя приводит к выходу из строя шпинделя и всего станка соответственно. Существуют формулы, которые позволяют заранее рассчитать те частоты, возмущения, которые возникают в подшипниках при его начальной деградации. То есть это те частоты, которые надо искать с помощью виброакустических методов. И на рис. 3 показаны те импульсы, которые возникают при записи сигналов с акселерометров, и построение огибающих этих сигналов.
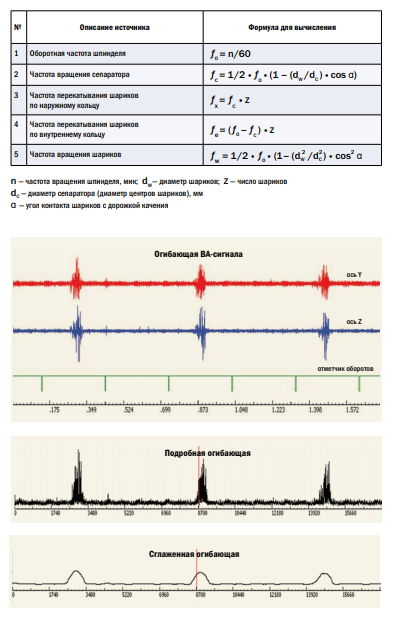
С помощью огибающей строится спектр огибающей, т.е. как бы сама огибающая раскладывается по частотным составляющим, и благодаря такому разложению мы можем в графике, который строится с помощью этого метода, посмотреть, какие частоты выявляются в работающем подшипнике. Но самое главное, что здесь можно посчитать, это проявление работы шариков.
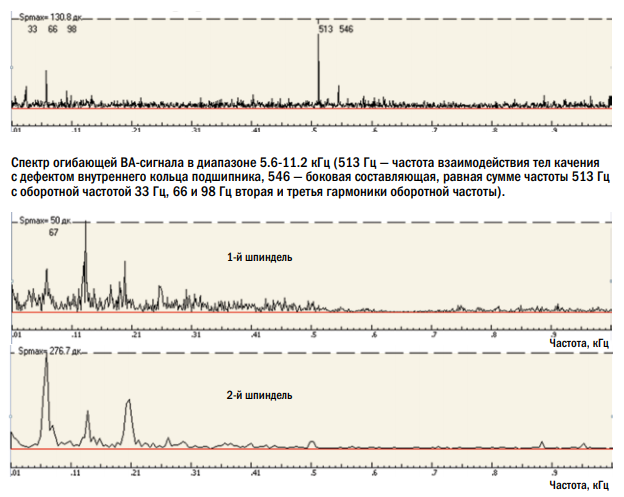
То есть каждый шарик при обкатке по наружному кольцу создает какой-то удар, и число этих импульсов равно 513 импульсов в секунду. Это уже говорит о том, что подшипник работает ненормально. По этому признаку уже можно принимать какие-то меры.
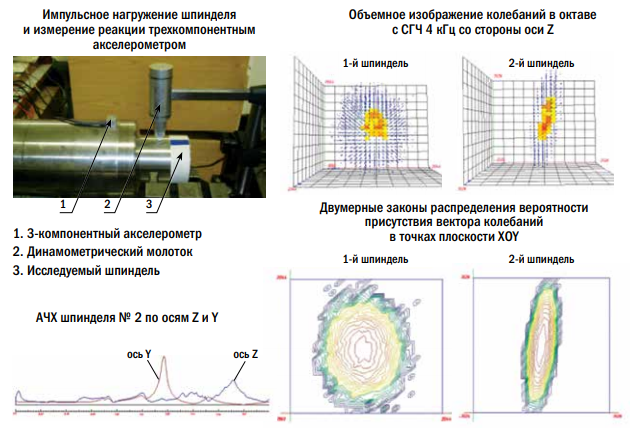
На рис. 5 показан вариант построения так называемой розы вибрации по двум шпинделям: один хороший, другой похуже. С помощью трехкомпонентного датчика — там, где меряются вибрации сразу по трем направлениям, — построено пространственное распределение векторов вибрации, и видно, что на первом шпинделе он носит почти сферический характер.
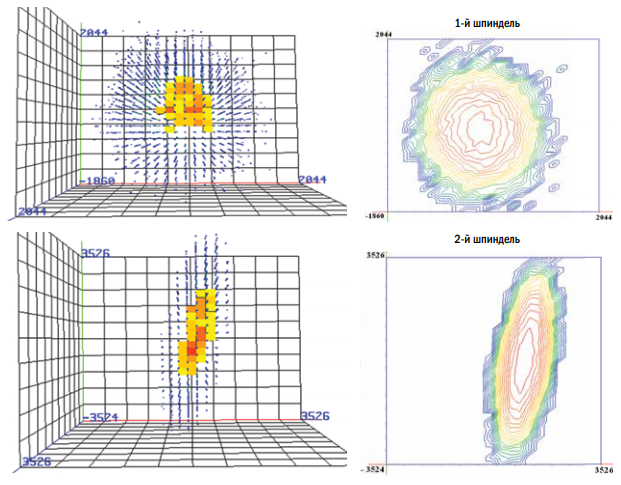
По второму шпинделю он носит уже вытянутый характер из-за того, что шпиндель имеет неравномерный радиальный натяг. Соответственно, показаны эти варианты на плоскости, где тоже проявляется эта форма. Но дело не только в форме, но и в масштабе. Там, где вытянутый график, масштаб почти в два раза больше, чем там, где он имеет шарообразную форму.
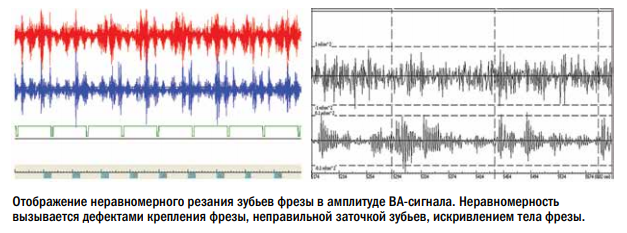
На рис. 6 показано выявление неравномерности всего процесса резания. Резание было фрезой. Чистота поверхности не получалась требуемого уровня, и велись поиски причины, почему это возникает. И когда записали вибросигнал процесса резания, было выявлено, что зубья фрезы работают неравномерно, что какие-то зубья режут, а какие-то не режут. Это возникает из-за того, что либо заточка фрезы была неправильная, либо имеется перекос оси фрезы либо оси шпинделя.
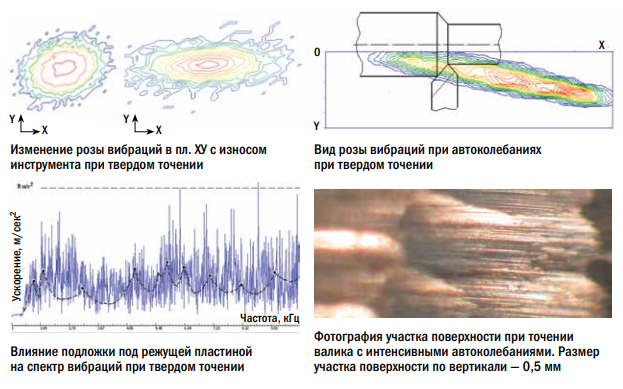
На рис. 7 показано исследование нового технологического процесса — процесс твердого точения, когда станком обрабатывается поверхность высокой твердости. И в процессе резания она должна опускаться, должна понижаться ее твердость, и видно с помощью виброакустики, в течение какого времени происходит отпуск поверхности. На основании этого принимается решение, может ли резец такое время стоять и резать твердую поверхность.
Подводя итог, хочу пожелать ремонтным службам проявить интерес к данному методу диагностики, потому что приборы эти не сложны для эксплуатации, в них вполне можно разобраться. Если их иметь и регулярно проверять работу станков в цехах, можно увидеть динамику изменения состояния хотя бы шпиндельного узла и, соответственно, принимать взвешенные решения по поводу сроков ремонта, видов ремонта и затрат на ремонт.