Часть 2. Признаки изменения свойств объекта
Оценить состояние механизма возможно по внутренним и выходным параметрам. Внутренние параметры определяются взаимодействием элементов и обнаруживаются при осмотре.
Выходные параметры — это реакции объекта на действующую нагрузку, характеризуют фактическое состояние.
Виды операций по техническому обслуживанию и ремонту ограничены и требуют прогнозирования времени проведения, с учётом сезонных и внезапных изменений состояния.
Внутренние параметры — параметры, определяющие структуру объекта и характеризующие процессы, происходящие внутри его (размеры деталей, зазоры, шероховатость, распределение сил и напряжений, механические характеристики материала и др.).
Конструкторское многообразие металлургических машин базируется на типовых решениях. В основе конструкторских решений лежит ограниченное число функциональных элементов:
- валы и рычаги;
- подшипники;
- опоры (корпусные детали);
- фундаменты или опорные рамы;
- резьбовые соединения;
- уплотнения;
- соединительные элементы (муфты, шлицевые и шпоночные соединения);
- исполнительные элементы (зубчатые колеса, барабаны, валки, ролики, рабочий диск пилы и др.).
Для длительной эксплуатации элементы механизма должны выполнять требования по обеспечению функционального назначения.
Элементы взаимодействуют при работе механизма, образуя сопрягаемые узлы. Функциональное назначение и требования к работоспособности деталей определяют факторы, обеспечивающие работоспособность отдельных узлов и механизма в целом:
- состояние неподвижных соединений;
- вид трения;
- взаимное расположение деталей;
- характер распределения сил;
- накопление усталостных повреждений.
Для каждого из факторов, исходя из необходимости проведения ремонта, существуют уровни: исправного состояния, малых отклонений, необходимости проведения ремонтных воздействий и предотказный.
Уровни факторов установлены относительно границ изменения физических и химических процессов износа, качественных параметров взаимодействия элементов. Границы уровней соответствуют изменению скорости износа, разделяя границы естественного и патологического старения (табл. 1).
| Факторы работоспособности | ||||
| Состояние неподвижных соединений | Вид трения | Характер распределения сил | Взаимное расположение деталей | Накопление усталостных повреждений |
| Исправное состояние (хорошее состояние) | ||||
| Неподвижность сопрягаемых поверхностей | Жидкостное трение | Равномерное распределение нагрузки между элементами | Пятно контакта соответствует требованиям | Отсутствие трещин |
| Малые отклонения (удовлетворительное состояние) | ||||
| Малые перемещения сопрягаемых деталей | Граничное трение | — | Изменение положения пятна контакта | Зарождение трещин |
| Необходимость проведения ремонтных воздействий (плохое состояние) | ||||
| Смещения сопрягаемых деталей относительно друг друга — проворачивание | Сухое трение | — | Уменьшение площади пятна контакта до 30% от номинального значения | Развитие фарфоровидной зоны усталостной трещины |
| Предотказный (аварийное состояние) | ||||
| Возникновение ударов при раскрытии и закрытии зазора | Схватывание (образование адгезионных связей) поверхностей | Нагрузка воспринимается одним элементом | Снижение размеров пятна контакта до 10–20% от номинального значения | Развитие зоны ускоренного разрушения усталостной трещины |
Отклонение фактической матрицы технического состояния от исходной позволяет определить упреждающую ремонтную операцию, целесообразную в данный момент времени. Универсальность этой матрицы позволяет использовать предложенные границы для оценки технического состояния конкретного механизма.
Переход от одного уровня технического состояния к другому осуществляется ступенчато и проявляется индивидуально. Например, подшипники качения имеют следующую визуальную последовательность развития повреждений — см. рис. 1.





Обнаружить данные отклонения во время осмотра механического оборудования чрезвычайно трудно. Элементы подшипника практически недоступны для визуального осмотра. Желательно провести замену подшипника при первых признаках повреждения, чтобы обеспечить целостность сопрягаемых валов, зубчатых передач и корпусных деталей.
Большинство приведенных факторов не поддается математическому расчету, однако требует учета при эксплуатации и прогнозировании поведения узла.
Выходные параметры (реакции) — параметры, показывающие поведение объекта (вибрация, шум, температура, равномерность вращения и др.). Выбор диагностических параметров для механического оборудования проводится исходя из аксиом работоспособного состояния механизма (табл. 2).
| Условия работоспособного состояния механизма | Комплекс взаимодополняющих методов технической диагностики |
| Выполнение всех функций в пределах заданных параметров | Контроль параметров технологического процесса — параметрическая диагностика |
| Низкий уровень шума | Анализ шумов механизма |
| Низкий уровень вибрации. Минимизация динамических, в частности, ударных процессов | Виброметрия |
| Допустимые значения температуры деталей механизма | Термометрия |
| Отсутствие трещин. Отсутствие подтеканий масла | Визуальный осмотр. Неразрушающий контроль |
| Отсутствие недопустимых внешних нагрузок | Анализ токовых и нагрузочных характеристик |
| Анализ смазки |
Для механического оборудования используется комплекс взаимодополняющих методов оценки технического состояния.
- Анализ шума механизма — один из основных методов органолептического контроля, осуществляемый при помощи технических и электронных стетоскопов для обнаружения отклонений в режиме работы оборудования при появлении косвенных признаков: нехарактерного звука, ударов, скрежета и др.
- Визуальный осмотр — позволяет выявлять диагностические признаки осматриваемых поверхностей: цвет, форма, сплошность, шероховатость. Основными недостатками визуального осмотра являются субъективность восприятия зрительной информации. Визуальное подтверждение обнаруженной неисправности является заключительным этапом диагностирования.
- Виброметрия — использует аксиому об отсутствии вибрации в идеальной машине, в которой вся энергия превращается в полезную работу. В реальном механизме возникающие вибрации — побочное явление взаимодействия элементов машины. Значения вибрации определяют степень нарушения нормальной передачи динамических сил через механическую систему.
- Неразрушающий контроль — контроль целостности, основных рабочих свойств и параметров объекта контроля. Методы неразрушающего контроля обеспечивают нахождение дефектов в материале изделия без разрушения. В качестве объекта в неразрушающем контроле наиболее часто выступает деталь или соединение деталей (сварочный шов, клеевое соединение).
- Термометрия — повышение температуры, сопровождает протекание рабочего процесса и развитие целого ряда неисправностей, часто связанных с уменьшением значений вибрации.
- Анализ смазки выполняет три основные задачи: контроль поступления, анализ продуктов изнашивания и контроль качества смазочного материала. Качественный и количественный контроль продуктов износа и состояния смазочного материала позволяет установить источник продуктов износа и продлить срок службы механизма при своевременной замене отработанного масла.
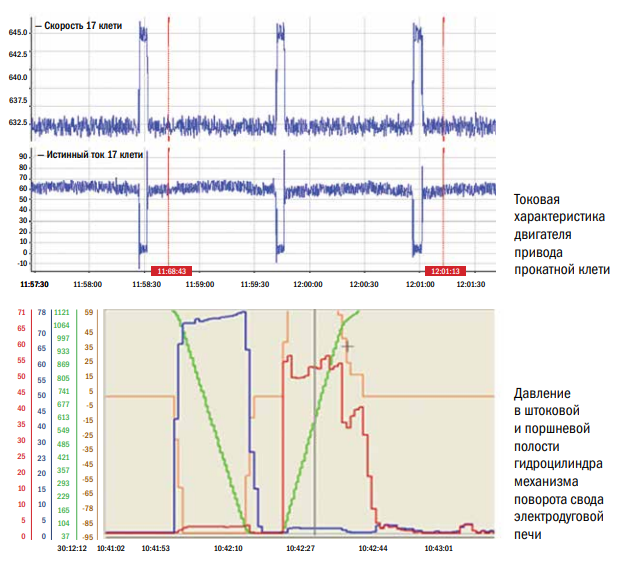
- Анализ нагрузочных характеристик приводных двигателей, частоты вращения, изменения давления в полостях гидроцилиндра необходимы для определения уровня управляющих воздействий, режима работы оборудования и отклонений в работе электрической части привода (рис. 2).
- Анализ параметров технологического процесса — параметрическая диагностика, определяющая работоспособность машины по значениям параметров выполняемых функций.
Выходным параметром являются отказы (нарушения работоспособного состояния объекта), определяющие степень конструктивного совершенства машин, качества изготовления и эксплуатации механизмов. В настоящее время отсутствует единый подход и требования к анализу отказов эксплуатируемых механизмов.
Ремонтные операции. В работе механического оборудования существуют два цикла: технологический и ремонтный. Технологический цикл — использование агрегата по назначению для выпуска продукции или определенной технологической операции.
Ремонтный цикл — включает операции по поддержанию и восстановлению работоспособного состояния оборудования. В процессе производства механизмы изнашиваются, происходит накопление повреждений, что в конечном результате может привести к отказу механизма и остановке технологического процесса. Восстановление работоспособного состояния происходит во время ремонта, для чего машину или механизм останавливают, разбирают, проводят необходимые ремонтные операции.
Ремонт металлургических машин в большинстве случаев требует прекращения технологического процесса. Поэтому одной из задач ремонтной службы становится минимизация времени ремонта при обеспечении необходимого качества его проведения.
Несоответствие между выполняемыми функциями и фактическим состоянием оборудования проявляется в виде отказов, поломок.
В зависимости от экономической целесообразности после поломки машины существует два альтернативных решения: приобретение нового оборудования или ремонт отказавшей машины. Индивидуальность изготовления металлургических машин и большие сроки эксплуатации корпусных деталей приводят к необходимости восстановления работоспособности отказавшего механизма на месте эксплуатации.
Существует возможность обеспечения безотказной работы путем предупредительных ремонтов. В этом случае проведение ремонтов должно быть обосновано техническим состоянием оборудования, в противном случае затраты на поддержание работоспособного состояния машин значительно увеличиваются, повышая себестоимость выпускаемой продукции.
Причины, определяющие необходимость установки нового оборудования, — необеспечение заданных параметров выполняемых функций (в частности, энергетической эффективности) и непрерывности протекания технологического процесса.
Под нарушением непрерывности протекания технологического процесса понимается следующее — проводимые ремонты не обеспечивают заданного уровня безотказности, и отказы механизма являются причиной неплановой остановки технологического процесса.
Во всех иных случаях следует проводить ремонт и восстанавливать работоспособность эксплуатируемого механизма для исключения частого повторения этапа освоения. Обусловлено это тем, что этап освоения нового оборудования всегда связан с наибольшим числом ошибок персонала по эксплуатации, техническому обслуживанию и ремонту.
При проведении первых ремонтов происходит накопление опыта. Если данный этап пройден, механизм может эксплуатироваться длительно. Срок службы многих металлургических машин составляет несколько десятков лет, что возможно благодаря системе технического обслуживания и ремонта, принятой на металлургических предприятиях.
Основные факторы этой системы: высокий уровень квалификации эксплуатационного и ремонтного персонала; рационально выбранные сроки проведения ремонта, определяющие проведение эффективного восстановления работоспособности узлов механизма.
Вне зависимости от принятой стратегии в области ремонта для конкретной машины (приобретение нового оборудования, предупредительные ремонты или их комбинация) обязательной частью производственной деятельности на металлургическом предприятии является проведение технического обслуживания и ремонта.
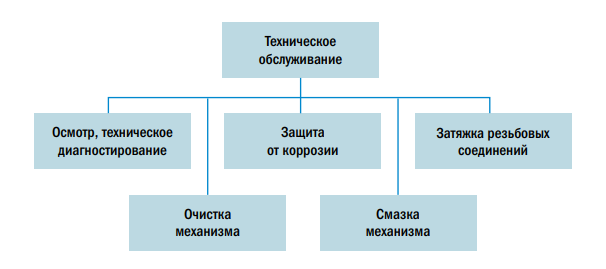
Техническое обслуживание — комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. Конкретное содержание работ по техническому обслуживанию в процессе эксплуатации включает осмотр механизма, очистку механизма, защиту от коррозии, смазку механизма и затяжку резьбовых соединений (см. рис. 3).
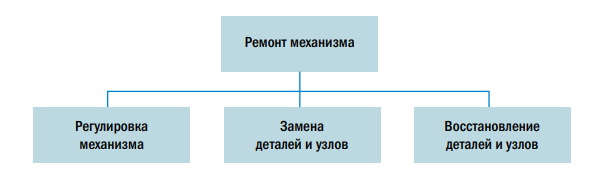
Ремонт — комплекс операций или операция по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. Осуществляется путем замены деталей и узлов или восстановления исходных параметров составных частей изделия. Ремонтные операции (рис. 4) для механического оборудования включают регулировку, замену и восстановление деталей и узлов.
Математический аппарат прогнозирования. Основой теории прогнозирования служит прогностика — научная дисциплина, изучающая поведение прогнозируемых систем (в частности, состояние машины) в зависимости от изменения структурных параметров составных частей. В настоящее время, насчитывается свыше 150 различных методов прогнозирования. В качестве основных на практике используется 15—20.
В результате прогнозирования можно получить количественный или качественный прогноз. Прогнозы различают по периоду упреждения: краткосрочные (или оперативные), среднесрочные и долгосрочные. Для металлургических машин период упреждения связан со временем проведения ремонта:
- краткосрочный — время до следующего текущего ремонта;
- среднесрочный — время до следующего капитального ремонта;
- долгосрочный — время до исчерпания ресурса.
По используемому подходу к прогнозированию следует выделить:
- метод экспертных оценок — основан на субъективной оценке экспертов существующего положения и перспектив развития, учитывает знания, опыт, интуицию экспертов — специалистов в данной области знания;
- метод анализа и прогнозирования рядов данных — связан с исследованием рядов значений показателей, выявлением временных зависимостей показателей, тенденций и использованием их для прогноза;
- метод причинно-следственных связей — основан на поиске факторов, определяющих поведение объекта прогнозирования, построения и использования для прогнозов соответствующей модели его поведения.
Методы экспертных оценок включают метод интервью, метод комиссий, коллективной генерации идей (мозговой штурм), метод «Дельфи», матричный метод, метод эвристического прогнозирования.
Метод экспертных оценок проводится на основе интуитивно-субъективных оценок компетентных экспертов и методов решения аналогичных задач и не позволяет получить объективно обоснованную количественную картину процесса старения.
Субъективность мнения экспертов, основанная на индивидуальном опыте и приобретенных знаниях, не позволяет формализовать процесс прикладного прогнозирования технического состояния механического оборудования.
Трудность сбора экспертов для принятия решения, экономическая целесообразность передвижения экспертов, уникальность конструкций и условий эксплуатации металлургических машин не позволяют предложить данный метод для использования в условиях действующего металлургического предприятия. Некоторые элементы данного метода в виде технических консультаций, передачи опыта и др. эффективно используются.
Для практических целей инженерного прогнозирования наиболее часто применяется аналитическое прогнозирование. При этом используются элементарные функции: линейные, линейные с периодическим уточнением угла наклона прямой; степенные функции, описывающие характер или физическую картину (скорость) развития неисправности. Результат может быть получен в виде точечного, интервального значения или в виде распределения вероятностей (рис. 5).
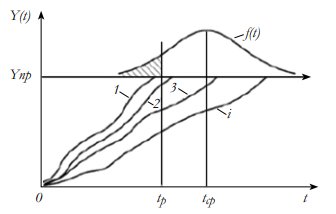
Yпр — предельное состояние;
f(t) — функция распределения наработок;
tср — математическое ожидание наработки до предельного состояния;
1, 2, 3, 4, i — конкретные реализации Y(t);
tр — время ремонта
Основополагающим принципом прогнозирования является использование прошлого опыта. Информация о поведении машины в прошлом является базой для прогнозирования изменения состояния машины в будущем.
Предыстория, положенная в основу, должна быть по продолжительности не менее времени прогноза. Прогнозированию предшествует сглаживание экспериментальных данных. Для краткосрочного прогноза часто используют линейную аппроксимацию. Предполагается, что при увеличении наработки диагностический параметр увеличивается.
Процессы изнашивания работающего оборудования зависят от качества технического обслуживания и технологических нагрузок. Эти зависимости носят детерминированный и стохастический характер. В процессе эксплуатации данные зависимости не могут быть точно определены. Неопределенным остается и предельное значение диагностических параметров для различных видов повреждений.
Поэтому моменты возникновения отказов механического оборудования являются случайными, для их исследования можно использовать временные ряды. Для изучения временных рядов используются специальные разделы математической статистики, решающие следующие задачи:
- описание характерных особенностей ряда;
- подбор статистической модели, описывающей временной ряд;
- прогнозирование будущих значений ряда;
- управление процессом, порождающим временной ряд.
При анализе характера изменения временных рядов выделяют детерминированную и случайную составляющие. В детерминированной составляющей обычно выделяются три составных части — тренд, сезонная и циклическая компоненты.
Под трендом временного ряда понимается плавно изменяющаяся компонента, описывающая влияние долговременных факторов, эффект которых сказывается постепенно. Сезонная компонента описывает некоторое регулярное повторяющееся изменение процесса в течение заданного периода. Период ее проявления меньше, чем рассматриваемый период наблюдений. Циклическая компонента описывает плавные и заметные по времени и амплитуде периодические изменения.
Пример 1. График изменения числа отказов в доменном цехе за 15 месяцев показал, что временной ряд имеет тенденцию к возрастанию. Вид графиков автокорреляционной и частной автокорреляционной функций свидетельствует о случайном характере отказов, коэффициенты корреляции не являются значимыми при уровне доверительной вероятности 95%. Проверки на наличие регулярностей показали, что возникновение отказов является случайным с вероятностью 99%. Полученные оценки и характеристики временного ряда объясняются значительным количеством машин, являющихся источниками возникновения отказов, и свидетельствуют, что отказы всего цеха не носят регулярного и закономерного характера.
Пример 2. Временная последовательность числа отказов пяти турбокомпрессоров за трехлетний период свидетельствует о наличии некоторой цикличности в возникновении отказа, отмечаются моменты увеличения и снижения числа отказов. График периодограммы определяет период повторяемости этих моментов — 3 месяца.
В то же время графики корреляционных функций и тесты на регулярность ряда свидетельствуют о случайном характере возникновения отказов и близки к функции «белого шума». Такая картина может быть объяснена наложением (суммированием) процессов возникновения отказов нескольких машин, хотя и однотипных, но эксплуатируемых в различных условиях и режимах, что приводит к образованию временной последовательности без четко выраженной закономерности.
Относительно конкретного механизма требуется принятие индивидуальных, а не среднестатистических решений. В этом случае неприемлемы метод экстраполяции (определение будущих значений величин на основе имеющихся данных о тенденциях их изменений в прошлые периоды) и метод аналогий (установление и использование для прогнозирования аналогии с другими объектами по некоторым общим чертам).
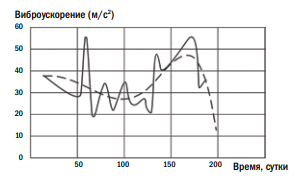
Пример 3. Контроль технического состояния многоступенчатого компрессора ТВ-175-1 участка энерговоздуходувной станции проводился на протяжении ряда лет по параметрам общего уровня вибрации, результатам спектрального анализа и показаниям стационарной системы контроля температуры. При повышенной температуре окружающей среды агрегат был включен без обдува свободного упорно-опорного подшипника вала воздуходувки; температура подшипника возросла до 800 С, после чего обдув был возобновлен. Проведенное обследование технического состояния на 180-е сутки эксплуатации установки показало: виброускорение на упорно-опорном подшипнике уменьшилось в 1,7 раза, общий уровень вибрации уменьшился в среднем в 1,5—2 раза; отмечено повышение
температуры подшипника до 650С (рис. 6).
На следующий день в 5:40 в машинном зале эксплуатационным персоналом было отмечено резкое повышение шума, температура начала расти от 500С до 550С. Агрегат был выключен в 5:48 кнопкой аварийной остановки. Остановка сопровождалась появлением дыма на стороне свободного подшипника вала воздуходувки.
Проведен осмотр агрегата. Обнаружены следующие повреждения: разрыв сепаратора, часть роликов изменила ориентацию в пространстве, на них были замечены повреждения (рис. 7), смазка расплавилась и стекла в нижнюю часть подшипника, где и застыла, заполнив корпус подшипника на 1/3.
При замене подшипника следов проворота на валу и в корпусе не обнаружено; на внутренней обойме подшипника — глубокие следы задиров и отпечатки роликов. Изменение виброускорения на свободном упорно-опорном подшипнике турбокомпрессора наиболее адекватно описывается полиномом 6-й степени:
W = 3 x 10–10 x X6 – 6 x 10–5 x X5 + 5,7 x X4 – 0,3 x 106 x X3 + 8 x 109 x X2 – 1014 x x + 8 x 1017 (м/с2).

Полученная зависимость указывает на полное отсутствие линейных зависимостей и невозможность прогнозирования при использовании традиционного подхода. Непосредственно перед аварией отмечено снижение диагностического параметра. Последней стадии развития повреждения — разрушению — соответствуют наибольшие градиенты в изменении контролируемого параметра.
Поэтому следует согласиться с Николасом Талебом в утверждении, что прошлое не определяет будущее. Это делает настоящее, а будущее определяется причинно-следственными связями или моделями развития отказов.
В. А. Сидоров Донецкий национальный технический университет
Журнал Prostoev.NET № 1(10) 2017


